Как правильно заточить сверло
Содержание:
- Особенности процесса заточки
- Как выполнить заточку спирального сверла
- Рекомендуемые углы заточки
- Технология
- Преимущества использования специальных приспособлений
- Требования к инструментам
- Полезные советы при сверлении
- Как правильно заточить сверло спирального типа
- Сверла по дереву
- Как происходит процесс затупления сверла
- Позитивные моменты и недостатки использования
- Способы заточки
Особенности процесса заточки
При самостоятельной заточки есть риск поломки оснастки
Важно также надеть очки, чтобы защитить глаза от попадания частиц металла. Следует заранее подготовить небольшую ёмкость с водой для охлаждения металла
Охлаждать сверло нужно будет несколько раз, в идеале для этого следует использовать машинное масло.

Заточка сверла по металлу своими руками производится в несколько этапов. За один проход восстановить все режущие кромки невозможно. Изначально стачивает заднюю часть оснастки. Для этого она плотно прижимается к точилу. Такое действие позволяет исправить конусность сверла.

Далее подтачиваются режущие грани
В процессе работы критически важно соблюсти угол заточки. Если угол будет нарушен, сверло может окончательно испортиться без возможности восстановления.


Как выполнить заточку спирального сверла
По краям режущего инструмента значение скорости резания является минимальным, но нагрев режущих кромок происходит до максимальной величины. Предусмотреть отведение тепла от углов кромок довольно проблематично. В связи с этим у приспособления начинают затупляться в первую очередь углы, а далее вся режущая кромка. В последствии происходит истирание задней части, наблюдается возникновение штрихов и рисок, которые идут от режущей кромки. При постепенном износе штрихи сливаются, образовывая одну полоску, которая идет по всей длине кромки, сужаясь к центру сверла. Поперечные кромки при превышении порога износостойкости могут попросту смяться.
В случае затупления сверла начинают моментально издавать скрипящий звук. Если не провести своевременное заострение режущей части инструмента, то будет возникать усиленный перегрев, который в кратчайшее время приведет конструкцию к износу.
Чтобы облегчить контроль над геометрией приспособления следует поработать над созданием шаблона
Благодаря ему легко можно будет узнать в какой части инструмента требуется дополнительный съем металла. Для соблюдения симметрии, важно проводить затачивание каждого участка сверла с одинаковым нажимом к поверхности точила
Для работы необходимо предусмотреть наличие следующих компонентов:
- шлифовального круга;
- втулок;
- воды;
- соды;
- алюминиевых, медных или стальных листов.
Рекомендуемые углы заточки
Существующая сводная таблица углов заточки свёрл, является установленным стандартом требований для основных параметров режущих инструментов. В ней указаны наиболее оптимальные значения параметров инструмента для операции резания (сверления). Все эти параметры включены в соответствующий ГОСТ. Они позволяют добиться наиболее оптимального результата.
Углы заточки сверла по металлу для изготовления отверстий в заготовках, изготовленных из разных материалов, определяются на основании их физических и механических характеристик:
- твёрдостью (по выбранной шкале);
- хрупкостью;
- вязкостью (плотность).
В качестве примера можно рассмотреть инструмент, изготовленный из инструментальной стали. Для него наиболее оптимальным считается угол в пределах 120°. Применение более мягких марок стали требует его снижения до 90 градусов. На основании разработанных методик и опыта применения различных свёрл установлено, что для более мягких материалов (дерево, различные виды пластмасс, мягкие и тонкие металлы) целесообразно изготавливать инструмент более острым. Угол заточки сверла по дереву достигает 90°. Для отверстий в пористых или слишком хрупких и материалах используют увеличенный угол заточки.
Отдельно рассматриваются параметры для свёрл специальной конструкции. В свёрлах, выполненных в форму спирали, предусмотрены специальные широкие канавки. Они позволяют качественно удалять стружку во время резания. Для этого типа угол наклона спирали выбирается в 45°. При вершине он должен составлять 120-140°. Изменение его параметров зависит от твёрдости заготовки, в которой планируется изготовить отверстие.
При выборе угла заточки следует учитывать конструктивные особенности изделия. К ним относятся:
- Величина переднего угла. Он измеряется между касательной к передней поверхности режущего края в рассматриваемой точке и нормалью, проведенной к этой точке от поверхности вращения сверла вокруг своей оси.
- Значение заднего угла. Он находится между касательной к задней поверхности в рассматриваемой точке и касательной к этой же точке;
- Размер ленточки. По этим термином понимают расстояние между передней и задней плоскостями заточки.
Правильный выбор этих параметров определяет не только правильность заточки сверла, но и качество будущего отверстия.
Углы для разных материалов
В установленных стандартах приведены параметры наконечника для разных материалов. Основополагающими параметрами считаются:
- Угол заточки сверла для стали зависит от марки стали, из которой изготовлена заготовка. Для обычной и низколегированной стали рекомендуется производить обработку под углом в интервале от 116 до 118 угловых градусов. Допустимое отклонение от указанного параметра составляет ± 2 градуса. Инструменты с такими параметрами применяются при для изготовления отверстий в деталях из чугуна. Более прочная сталь обрабатываться инструментом, угол которого равен 130 или 140 градусов.
- Такие же значения применяются при сверлении высоколегированных металлов, твёрдых марок стали. Обладая углом в 140 градусов сверло уверенно производит отверстие в тонколистовом металле. Оно применяется для одинарного листа или целого пакета.
- Для титана и его сплавов угол заточки варьируется от 90° до 120° в зависимости от добавок и присадок.
- Для мягких и лёгких металлов угол заточки выбирают в интервале от 120 до 130 угловых градусов. Разрешённый допуск составляет ± 3 угловых градуса. Такое значение угла применяется к заготовкам из алюминия, мягких сплавов и латуни. Данный угол подходит для сверления меди.
- Угол заточки сверла по дереву или пластмассы составляет 90-100°.
- Сверление различного вида пластмасс, органического стекла и эбонита целесообразно производить острым инструментом с углом в 50° или 90°. Чем плотнее материал, тем параметр должен быть больше.
Если заточка сверла была произведена неправильно (его угол не соответствует установленным нормам) это приведет к сильному нагреву и даже перегреву. Нарушение температурного режима может закончиться механическим повреждением инструмента и деформации отверстия. Допущенные ошибки в процессе восстановления параметров инструмента становятся основной причиной нарушения технологического процесса и как следствие невыполнения требований к отверстию.
Технология
Чтобы качественно подточить сверло, нужны определённые приспособления. Будет ли это маленькое или большое сверло, значения не имеет – технология едина: основную работу выполняют режущие грани на конце, а боковые спиральные кромки выравнивают просверливаемое отверстие, отводя стружку в спиральные каналы.
Простейший способ заточить сверло – втулка, её внутренний диаметр равен по диаметру сечению самого сверла. Втулку закреплают жёстко под нужным углом. Она выбирается следующим образом – сверло должно чётко и с усилием входить в шаблон, не отклоняясь ни на градус. Если сверло отклонится, режущие края восстановятся неточно, и в итоге оно будет «гулять» при работе. Втулка может комплектоваться трубками из цветмета, внутренний диаметр которых равен наиболее часто встречающимся значениям диаметра изделия.

В состав шаблона входит подручное средство, облегчающее подачу сверла к точильному кругу для заточки и не позволяющее изделию сместиться в обратном направлении. Чем твёрже порода дерева, из которого выполнен брусок, тем точнее выставляется угол: так, мастер использует для подачи сверла дубовый брусок, при этом раскачка сверла в нём при заточке, его шатание исключено. Станок – например, всё то же точило – может быть самодельным: главное, чтобы точильный камень не был расцентрован, не вибрировал при работе.

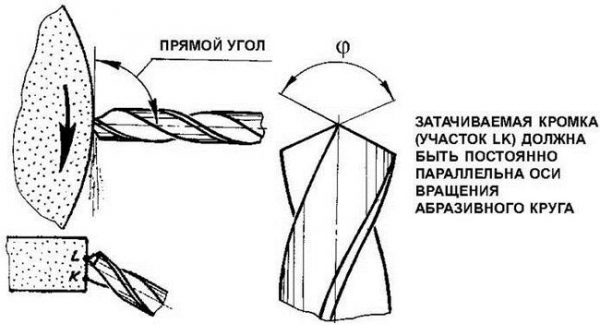
Правильный угол
Величина угла определяется сортом стали или другого металла (либо сплава), в котором сверлятся отверстия. Чем меньше твёрдость металла или сплава, тем больше угол заточки. Так, для стали, чугуна и бронзы, заготовки из которых нужно сверлить, угол заточки достигает 120°, для пластика и мягких щелочных металлов типа магния – 85°.


Дерево любой породы требует 130°. Нержавеющей стали достаточно 115°. Дело в том, что легко поддающийся металл образует за короткое время больше стружки, возникает излишнее трение, остриё сверла разогревается сильнее и быстрее. А излишнее тепло притупляет его – даже закалённая сталь, из которой изготовлен бур, отпускается при нагреве. Сталь изделия теряет твёрдость и начинает скорее тупиться.

Доводка
Довести восстанавливаемый бур в домашних условиях можно на особых стачивающих кругах, комбинирующих грубую шлифовку быстрорежущей стали с мелкозернистой. Эти круги содержат сравнительно мягкий наполнитель, ликвидирующий грубые царапины, насечки и выбоины, образующиеся при работе. Их ликвидируют, не меняя очертания режущих кромок. Эти диски ставятся на болгарку или дрель, а сверло зажимается на отдельном фиксаторе или в тисках. Если обработка с помощью кругов оказалась грубоватой, само изделие дошлифовывают при помощи вращающегося наждачного круга.

Проверка
Скорая проверка правильной заточки достигается посредством особого шаблона, замеряющего длину режущих граней, местоположение верхушки, угол скоса отводящих каналов на сверле и величину угла продольной кромки.

Подточка
Если у мастера затупилось 10-миллиметровое сверло, то изделие подтачивается со стороны передней кромки. Задача – повысить угол прорезывающей грани и снизить скос переднего острия, сужение поперечной кромки.
Это предотвращает ускоренный слом мельчайших крупинок стали с острия, а значит, и продлевает срок службы бура, даёт возможность сверлить быстрее и больше. Изделие дополнительно шлифуется под небольшой задний угол, что уменьшает силу трения в прорезываемых отверстиях.


Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки. После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу. Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.
Станок для заточки сверл
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок. Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг. Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.
Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации. Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг. Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг. Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы. Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.
При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью. При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше. Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.
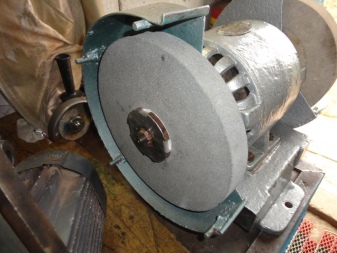
Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов. Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга. Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Чтобы заточить твердосплавные пластины, можно следовать технологии обработки обычных режущих инструментов. Надо также иметь в виду, что для заточки сверл с твердосплавными пластинами используют точильные круги с алмазным напылением, так как только они могут эффективно справиться с обработкой такого твердого материала.
Требования к инструментам
В промышленных условиях заточка проводится на специализированном оборудовании при соблюдении правил техники безопасности. Однако для бытовых целей придумано и разработано несколько других устройств:
- механизм, оснащенный точильным камнем;
- станок, подключаемый к электросети;
- болгарка и дрель (однако их применяют лишь в случае отсутствия жестких требований к углу заточки);
- точильные наконечники для дрели.
Каждое отдельное устройство отличается высоким уровнем производительности, точностью выставления угла и простотой использования. У них очень удобная система управления, с которой справится даже дилетант. Еще одно дополнительное преимущество представленных вариантов домашних аппаратов заключается в невысокой стоимости и миниатюрных размерах.
В идеале затачивать сверла необходимо точильном станком. Однако при отсутствии данного оборудования можно использовать лишь диск от него. Главное, чтобы зернистость наждачного круга соответствовала требованиям. Круглый наждак следует зафиксировать на дрели или шлифмашинке. Применять болгарку рекомендуется только в крайнем случае.
Полезные советы при сверлении
Чтобы правильно просверлить нержавейку, нужно использовать несколько простых приемов:
- Наиболее удобно сверлить поверхность, которая имеет горизонтальное положение. Для этого деталь укладывают на верстак или стол и отмечают место будущего отверстия керном. Далее берут отрезок пластиковой или толстостенной резиновой трубки длиной 20 мм и диаметром, превышающим диаметр сверла, и устанавливают его на место сверловки. В трубку наливают специальную охлаждающую жидкость, которая имеет смазывающее свойство. Просверлить нержавейку нужно через эту ванночку.
- Если заготовка расположена горизонтально, то имеется выход из такой ситуации. Место, которое нужно просверлить, также намечают керном и прикрепляют в эту точку шарик из парафина. Через парафин проводят бурение. В результате нагрева поверхностей парафин будет таять и постепенно смазывать зону обработки.
- Лучше всего применять в работе дрель, у которой можно регулировать скорость вращения вала. Нержавейку на высоких оборотах просверлить будет очень сложно. Оптимальная скорость вращения инструмента должна быть в пределах 100–600 оборотов в минуту.
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
Основные составные части спирального сверла.
Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка.
При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик.
Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
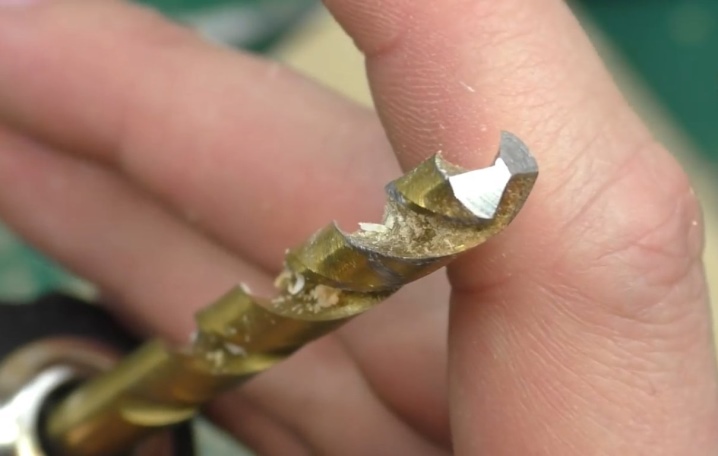
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Сверла по дереву
Для изготовления сверл применяются низкокачественные дешевые стали, режущие кромки рассчитываются на небольшие усилия. В зависимости от назначения различаются несколько видов инструментов.
Тип сверла
Технические характеристики и назначение
Спиральное
Может иметь диаметр 3–50 мм, при помощи буравчика на конце центруется отверстие и фиксируется сверло. Он имеет резьбу, что облегчает усилие подачи, часть нагрузки берет на себя буравчик. Боковые режущие кромки в виде спирали, за счет такой конструкции значительно улучшается процесс удаления деревянных опилок из глубоких отверстий.
Винтовые
Вне зависимости от особенностей заточки режущих плоскостей боковые грани имеют форму винта. Такие сверла внешне очень похожи со сверлами для металла. Разница только в качестве стали и наличии на конце острого наконечника.
Перьевые
Самые простые и дешевые, применяются для сверления отверстий в тонких пиломатериалах. Качество отверстий низкое. Стенки имеют очень большую шероховатость, а точность не отвечает современным жестким требованиям.
Сверло Форстнера
Сложная инженерная конструкция, используется для высверливания специальных точных крепежных отверстий. Главные преимущества – специальная конструкция минимизирует выделение тепловой энергии, сверло и материалы не перегреваются
Это очень важно на предприятиях с массовым промышленным производством. Для них производительность оборудования играет важную функцию.
Кольцевые
Могут называться коронками, высверливают отверстия большого диаметра. Рекомендуется применять на материалах небольшой толщины.
Зенкерные
Специальные сверла для сверления отверстий под метизы с потайными головками
Имеют возможность регулировки глубины отверстий.
Как видно из таблиц, есть большое разнообразие сверл по дереву, некоторые могут стоить больших денег. Но самостоятельно заточить их невозможно, не позволяют особенности конструктивных решений.
Как происходит процесс затупления сверла
Скорость резания металла при сверлении максимальна на периферии сверла. Это означает, что здесь происходит самое большое нагревание режущих кромок, a отвести эффективно тепло из этой области довольно затруднительно. Именно из-за этого процесс затупления, начинаясь c уголка, постепенно охватывает всю режущую кромку.
Следующий этап — истирание задней грани. От режущей кромки на эту часть сверла распространяются штрихи, которые сливаясь, образуют слитную полосу вдоль режущей кромки. Потом эта полоса став сплошной расширяется, становясь более обширной на периферии, к центру сверла сужающаяся. Происходит сминание режущей кромки – инструмент становится тупым.
Для того, чтобы упростить контролирование корректности выполнения геометрии сверла используют предельно простые шаблоны. Как изготовить наиболее простой будет описано ниже. C помощью такого шаблона, включая случаи выполнения затачивания сверл не прибегая к помощи каких-либо приспособлений, легко и просто проконтролировать, где необходимо снять еще металл c сверла. Как шутят мастера, применяя подобный шаблон, всегда получится то, что должно получится, просто потому, что не получиться не может, даже если будет нужно для этого сточить половину сверла.
Позитивные моменты и недостатки использования
Давая оценку рациональности таких насадок на электродрель для затачивания сверл, необходимо обозначить, что они совершенно не предназначены для частого и активного использования.
К ряду их позитивных моментов можно причислить:
- Небольшая цена изделий. Это обуславливается несложностью конструкции приспособления.
- Легкость использования. Пользоваться приспособлением довольно легко, с этим в силах совладать даже начинающий. В противоположность наждачному станку, произвести заточку на специализированной насадке не только просто, но еще и очень быстро.
- Возможность применения устройства для различного диаметра сверл. Имеющий большое значение фактор, дающий возможность выполнить заточку большого количеств деталей из домашней коллекции посредством единственной насадки.
Описываемое приспособление имеет следующие отрицательные моменты:
- Невозможность производить полномасштабную заточку. Хотя производитель и говорит, что устройство предназначается для заточки деталей, на самом деле насадка специализирована, вероятнее всего, для правки режущей кромки подсевшего сверла.
- Не внушающая доверие фиксация устройства на патроне электродрели. Подавляющее большинство изготовителей производят насадки с пластмассовым стопором, что совершается для того, чтобы удешевить изделие.
- Невозможность смены угла заточки. Градус затачивания уже заблаговременно заложен в конструкции.
- Проблемы в использовании. Для того чтобы задействовать насадку, требуется зафиксировать электродрель в статичном положении, что даст возможность комфортного использования приспособления. В то же время требуется придерживать одной рукой электродрель, подключать и отключать ее, а другой рукой производить манипуляции со сверлом, направляя его в отверстия в крышке приспособления.
Тем не менее, несмотря на несовершенство, приспособление нашло собственного пользователя. Благодаря компактному размеру, незначительному весу и сравнительно небольшой стоимости насадка хорошо реализуется.
Не касаясь частностей, анализируемые устройства считаются довольно эффективными, если практиковать их непосредственно по назначению.
Способы заточки
Три ключевых метода:
- винтовая;
- коническая;
- двухплоскостная.
Тем не менее победитовое сверло способно затупиться. Проявляет себя ровно так, как и прибор по металлу — тяжело сверлит, перегревается и источает при функционировании досадный ультравысокочастотный шум. Основа заточки победитовых сверл приблизительно такая же, как и для оснащения по металлу, тем не менее имеются определенные значимые тонкости.
Винтовая заточка
Винтовая заточка имеет три движения: вращение вокруг оси; возвратно-поступательное перемещение вдоль и движение поворота. Сложная работа, так как требует специальной сноровки на первоначальном этапе. Выполняется с содействием алмазного круга, а после завершения надфилем делаются пропилы. Стоит сосредоточиться на точении с двух рабочих сторон. Этот способ позволяет получить резкое увеличение заднего угла более чем на 20% к центральной части сверла, и имеет превосходства перед чаще применяемой заточкой по коническому или двухплоскостному типу.
Коническая
Этот вид является самым легким. Создает резкое увеличение угла сверла сзади. Работа занимает до двух минут времени. Правила по затачиванию:
- Инструмент стоит закрепить на платформе.
- Подносить к станку на пять секунд.
- После отвести сверло и перевернуть. Повторить процедуру.
Двухплоскостная
Угол при затачивании режущего инструмента обязан быть равен 60 градусам. Подходит для исправления ошибок, которые были допущены ранее. При таком методе стоит задуматься, для каких именно целей будет использоваться инструмент, в основном для тех материалов, которые не очень твердые. Главное при всех методах быть аккуратным, безошибочным. Специфика инструмента состоит в том, что в ходе обработки жестких материалов изнашиванию будет подвержена перемычка на режущей части, которая размещена в середине фрагмента верхней части сверла.








