Как правильно пользоваться паяльником с канифолью: учимся паять
Содержание:
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
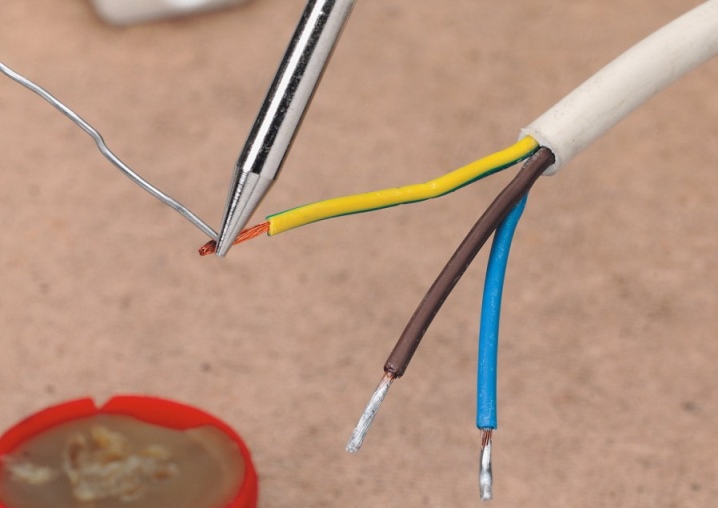
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
-
Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
- Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Инструменты
Для того чтобы паять, необходимо приобрести соответствующий инструмент.

Он должен соответствовать определенным критериям:
- иметь регулировку температуры нагрева (не всегда);
- давать возможность настройки мощности;
- соответствовать поставленным задачам по размерам и интенсивности накала;
- иметь блок для защиты от скачков напряжения.
Разумеется, самые недорогие паяльники укомплектованы весьма скромно. Ни регулятора температуры, ни защиты от перепадов напряжения здесь нет. Этими достоинствами обладают агрегаты, именуемые паяльными станциями. Для домашнего использования они нужны только в том случае, если планируется паять много и часто.


Паяльник
Этот инструмент нужно выбирать исходя из целей и задач для работы. Например, для работы с микросхемами нужен самый маломощный паяльник — на 12 В, подключаемый через адаптер. Модели в 80-100 Вт рассчитаны на стандартное сетевое напряжение, они справятся с пайкой проводов и большинством других работ.
Паяльники бывают разными. Наиболее популярными считаются следующие.
С медным жалом. Самый распространенный вариант с наконечником из цветного металла. Такие паяльники перед работой обязательно подвергают лужению, их также нужно регулярно очищать от нагара и окалины, чтобы избежать ухудшения проводимости. Инструмент этого типа обычно не имеет терморегуляторов, уменьшить или увеличить нагрев наконечника можно, правильно подобрав его длину.






Он выглядит как медная болванка с «молотком» на конце и ручкой. Одна часть ее ударного элемента имеет вид плоского жала. Паяльники молоткового типа нагревают на открытом огне.
Вспомогательные инструменты
Помимо основного инструмента, в процессе работы мастеру необходимо иметь под рукой и дополнительные элементы. К ним относится подставка для паяльника, позволяющая освободить руки, пока прибор остывает или происходит смена деталей. Изготавливают подставки из металла, иногда с пластиковой или деревянной подложкой.

Полезно также иметь под рукой небольшие пассатижи для снятия изоляции с проводов, напильник, тиски. Для работы с канифолью пригодится плоская жестяная баночка. У паяльников есть сменные элементы — жала. Они бывают разной длины и диаметра, с плоским или узким конусообразным наконечником. Комплект сменных жал позволяет с удобством работать с разными типами материалов и деталей.


Расходные материалы
Для паяния в домашних условиях требуется приобрести канифоль или флюс и припой. О том, зачем нужны эти материалы, стоит поговорить подробнее. Именно они обеспечивают правильную подготовку и надежное соединение проводников при пайке.
Флюсы и канифоль
Самый распространенный вид веществ в этой группе, — канифоль (отвердевшая смола). Она имеет химически нейтральный состав, не вызывающий коррозионных процессов. Основное назначение этого вещества — удаление загрязнений и следов окисления с жала паяльника или с соединяемых деталей. Оно растворяет налет, подготавливает поверхность к процессу пайки, улучшает налипание припоя.

Флюсами именуют химические вещества, выполняющие ту же функцию. Они имеют вид жидкого кислотного раствора, может использоваться бура, муравьиная кислота, готовый состав ЛТИ-120, а также самостоятельно приготовленные смеси на медной, алюминиевой основе. Наносят вещество кисточкой, по завершении пайки производится смывание техническим спиртом, чтобы не провоцировать коррозионные процессы.

Канифоль плавится только при нагреве. Именно поэтому работа с ней производится в особом порядке.
- В емкость укладываются крошки канифоли или целый кусок.
- На него кладется припой.
- В канифоль погружается жало паяльника. Это позволяет избежать его окисления.
- Достигнув припоя, наконечник инструмента равномерно покрывается им — происходит лужение.

Обработанный таким образом паяльник полностью готов к работе. Его можно погружать в припой и вести работу.
Припой
В домашних условиях используются припои, которые имеют температуру плавления ниже +450 градусов.

Этой характеристике полностью соответствуют оловянно-свинцовые сплавы, маркированные ПОС 60, ПОС 50, ПОС 40, — они применяются при работе с медными жилами. При пайке алюминия нужен оловянно-цинковый состав ЦО-12, П250А, А, ЦА — алюмоцинковый припой.


В некоторых случаях удобнее пользоваться готовыми составами, где уже есть канифоль. Этим преимуществом обладает припой с маркировкой ПОС 61, выпускаемый в виде проволоки, фольги, пасты, в зависимости от назначения. Применяя такое средство, проводники при пайке не нужно предварительно покрывать канифолью.
Подробную информацию о том, что нужно для пайки, вы найдете в видео ниже.
Подготовка
Прежде чем приступать к соединению металлических конструкций или восстановлению микросхем бытовых приборов, необходимо провести предварительную подготовку к предстоящим работам. В противном случае мастеру будет неудобно и некомфортно, а вся последовательность действий собьется.

Рабочего места
Очень важно, чтобы вентиляция в выбранном помещении работала бесперебойно, так как в процессе спаивания происходит образование вредных паров. А при отсутствии вытяжки они будут скапливаться в замкнутом пространстве, постепенно оседая в организме человека
Если же помещения не оборудовано вытяжкой, можно воспользоваться привычной всем форточкой. Вот только процесс спаивания придется останавливать на некоторое время, чтобы сделать проветривание комнаты.
Паяльника
Как известно, паяльники различаются по мощности. Модели с показателем в 20–50 Вт подходят для работы с электроникой. С их помощью можно восстанавливать разрывы тонких проводов. Модели мощностью 100 Вт и выше предназначены для спаивания слоев меди, толщина которых не превышает 1 мм. Инструмент в 200 Вт и выше позволяет специалистам работать с массивными конструкциями. Из этого следует, что для домашней эксплуатации вполне достаточно маломощного паяльника.

Прежде чем приступать к работе, паяльник необходимо подготовить. Если это первичное включение, с корпуса инструмента необходимо убрать заводскую жидкость. Не сделав этого в процессе нагрева, возникнут задымление и неприятный запах. Если вдруг у мастера не возникает желания производить очистку от смазки, необходимо подключить паяльник к удлинителю и выставить его на улицу примерно на 20 минут. Устройство быстро нагреется, а остатки заводского масла выгорят, растворившись в воздухе.

Далее необходимо проковать молотком жало и придать ему форму. Далее требуется снять с жала оксидную пленку. Для этого необходимо взять мелкозернистую наждачку или бархатный напильник. После очищения жала необходимо облужить припой.

Деталей
Процесс спаивания всегда состоит из нескольких этапов, и прежде всего необходимо подготовить металлическую поверхность, а именно: удалить окисную пленку, обезжирить – и только после приступать к облуживанию.
Обязательное условие подготовки – это зачистка старых проводов. При помощи наждачки снимается окисная пленка, однако лезвием будет гораздо удобнее. При подготовке гибких проводов придется обработать каждую отдельную проволоку. Главный признак готовности деталей к спаиванию заключается в появлении равномерного блестящего цвета поверхности, не имеющего остатков оксидной пленки.
Что касается новых проводов, у них окисная пленка отсутствует. Их облуживание делается сразу после снятия изоляции. Залужевывать медные провода требуется под флюсом. В случае когда работа происходит с алюминием, процедуры зачистки и облуживания придется совместить.
В домашних условиях
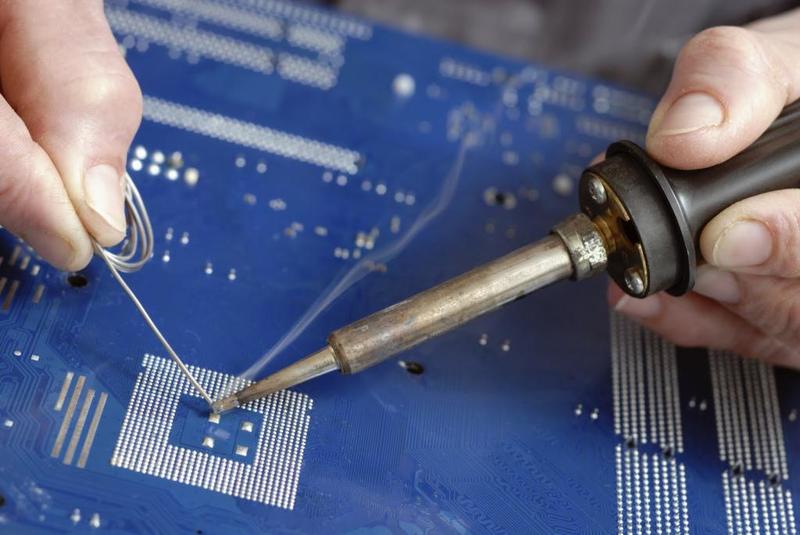
 Пайка микросхем в домашних условиях может потребоваться для ремонта сложной бытовой техники, материнских плат компьютеров.
Пайка микросхем в домашних условиях может потребоваться для ремонта сложной бытовой техники, материнских плат компьютеров.
Как правило, чтобы припаять ножки микросхемы, используют паяльник или паяльный фен.
Работа паяльником осуществляется с помощью обычного припоя или паяльной пасты.
В последнее время стал чаще применяться бессвинцовый припой для пайки с более высокой температурой плавления. Это необходимо для уменьшения вредного действия свинца на организм.
Какие приспособления потребуются
 Для пайки микросхем, кроме самого паяльного оборудования, потребуются еще некоторые приспособления.
Для пайки микросхем, кроме самого паяльного оборудования, потребуются еще некоторые приспособления.
Если микросхема новая и выполнена в BGA-корпусе, то припой уже нанесен на ножки в виде маленьких шариков. Отсюда и название – Ball Grid Array, что означает массив шариков. Такие корпуса предназначены для поверхностного монтажа. Это означает, что деталь устанавливается на плату, и каждая ножка быстрым точным действием припаивается к контактным пятачкам.
Если же микросхема уже использовалась в другом устройстве и используется как запчасти, бывшие в употреблении, необходимо выполнить реболлинг. Реболлингом называется процесс восстановления шариков припоя на ножках. Иногда он применяется и в случае отвала – потери контакта ножек с контактными пятачками.
Для осуществления реболлинга понадобится трафарет – пластина из тугоплавкого материала с отверстиями, расположенными в соответствии с расположением выводов микросхемы. Существуют готовые универсальные трафареты под несколько самых распространенных типов микросхем.
Паяльная паста и флюс
 Для правильной пайки микросхем необходимо соблюдать определенные условия. Если работа осуществляется паяльником, то жало его должно быть хорошо облужено.
Для правильной пайки микросхем необходимо соблюдать определенные условия. Если работа осуществляется паяльником, то жало его должно быть хорошо облужено.
Для этого используется флюс – вещество, растворяющее оксидную пленку и защищающее жало от окисления до покрытия припоем во время пайки микросхемы.
Наиболее распространенный флюс – сосновая канифоль в твердом, кристаллическом виде. Но, чтобы припаять микросхему, такой флюс не годится. Ножки ее и контактные пятачки обрабатывают жидким флюсом. Его можно сделать самостоятельно, растворив канифоль в спирте или кислоте, а можно купить готовый.

Припой в этом случае удобнее использовать в виде присадочной проволоки. Иногда он может содержать внутри флюс из порошковой канифоли. Можно приобрести готовый паяльный набор для пайки микросхем, включающий в свой состав канифоль, жидкий флюс с кисточкой, несколько видов припоя.

При осуществлении реболлинга используется паяльная паста, представляющая собой основу из вязкого материала, в которой содержатся мельчайшие шарики припоя и флюса. Такая паста наносится тонким слоем на ножки микросхемы с обратной стороны трафарета. После этого паста разогревается феном или инфракрасным паяльником до расплавления припоя и канифоли. После застывания, они образуют шарики на ножках микросхемы.
Расходники
Флюс
Это смесь для снятия окисления с металлических деталей перед процессом спаивания. Обработка флюсом позволяет лучше растечься припою по месту стыка и защитить его от коррозии при нагревании. Флюс можно встретить в виде жидкости, пасты и порошка. Наносить, конечно, удобнее жидкий флюс.
Флюсами могут быть канифоль, нашатырь, кислоты борная и ортофосфорная, таблетки обычного аспирина.
В продаже легко найти флюс для любого вида работы, и как правило, на этикетке уже указано, как и для каких материалов его использовать. Это позволяет не заниматься самодеятельностью, а использовать уже подготовленную смесь, что позволит избежать сюрпризов в виде нагара.
Канифоль – популярный флюс, отличается приятным запахом при нагревании, не токсична. Как паять паяльником с канифолью: можно взять сразу жидкий вариант канифоли, он удобнее. Если же имеем дело с твердой канифолью, то сначала нужно расплавить ее паяльником и жалом нанести ее на место спаивания.
Спирто-канифольный флюс (сокращенно СКФ) – это канифоль со спиртом в пропорциях один к трем. Применяется в тех же случаях, что и обычная канифоль. Удобнее в использовании за счет жидкого состояния.
Припой
Припой имеет меньшую температуру плавления, чем материал соединяемых элементов, поэтому в горячем виде он обволакивает соединение, а после остывания две детали становятся единым целым. При какой температуре паять зависит от химического состава деталей и выбранного припоя.
Сплавы, используемые как припои:
- олово+свинец
- медь
- кадмий
- никель
- серебро и пр.
На рынке чаще всего встречаются свинцово-оловянные припои ПОС. После аббревиатуры ПОС следует цифровое значение, которое указывает на количество олова. Чем оно выше, тем больше олова, что положительно отражается на прочности и электропроводности будущего соединения.
Свинец идет в качестве регулятора процесса застывания, так как олово без этого вспомогательного элемента растрескается и покроется иглами. Свинец может быть заменен индием или цинком (бессвинцовые припои).
Для алюминия нужно будет выбрать специализированные флюс (Ф-61А, Ф-34А) и припой (есть разные варианты).
Жала паяльника
Практически все жала делаются из меди, бывают с покрытием и без. Хромированные и никелированные жала более жаростойкие, долговечные и не подвержены окислению.
Жала без покрытия требуют постоянной зачистки, так как окислившись они перестают качественно работать (припой не прилипает). А в ходе чистки жало довольно быстро стачивается.
Выбор формы жала зависит от поставленной задачи, но универсальными считаются в форме шила и лопаточки.
Фольга как способ пайки
Способ пайки с использованием фольги характеризуется практичностью. Как правило, для восстановления соединения требуется всего 5 минут. Фольга может применяться в качестве припоя, который разматывается по всей площади и разогревается до высокой температуры. За счет этого существенно повышается пластичность материала, после остывания он затвердевает.
Фольга может применяться в самых различных случаях. Примером можно назвать повреждение платы или соединения проводов. Среди особенностей проводимой работы отметим следующие моменты:
- Выполняется стандартная подготовка контактов.
- Концы скручиваются для формирования соединения. За счет этого существенно повышается надежность соединения.
- Отрезается требуемое количество фольги, место соединения оборачивается в несколько мотков.
После этого при помощи строительного фена или другого источника тепла проводится равномерный нагрев. Поверхность фольги при воздействии тепла быстро становится мягкой и пластичной, после прекращения нагрева быстро остывает и затвердевает, обеспечивая требуемую степень герметизации и прочность.
В заключение отметим, что без паяльника провести ювелирные работы, а также пайку плат практически невозможно. Это связано с отсутствием возможности направленного воздействия теплом. Однако, в некоторых случаях паяльник и другие инструменты не требуются.
Как правильно паять?
Итак, паяльник вы залудили и подготовили к пайке. Теперь необходимо подготовить детали, которые вы будете спаивать между собой. В первую очередь детали необходимо очистить от загрязнений и обезжирить. Для этого подойдут разного рода очистители на основе изопропилового спирта или растворители. Если на деталях есть следы коррозии, то их также необходимо устранить – зависимо от характера поверхности это можно сделать механическим способом или при помощи специальной химии.
После того как поверхности очищены, можно приступать к их пайке. Детали необходимо надежно зафиксировать таким образом, чтобы они были недвижимы в процессе пайки. Для этого можно использовать ту же «третью руку». На поверхности, которые будут спаяны между собой, необходимо нанести флюс. Много его давать не нужно – главное полностью покрыть поверхности пайки. Берем припой и… тут возможны два варианта пайки:
- нанесение припоя на жало паяльника и перенос его в зону пайки;
- нанесение припоя непосредственно в зону пайки.
При нанесении припоя паяльником необходимо небольшое количество припоя расплавить на кончике жала. После этого жалом прижимаем детали в зоне пайки. В процессе пайки флюс будет испаряться, его остатки можно смывать или оставить – все зависит от того, какой флюс вы используете. Этот метод подходит для пайки мелких деталей.
При пайке другим способом – нанесением припоя непосредственно в зону пайки – необходимо паяльником прогреть детали до температуры пайки и сразу после этого подать в зону пайки припой. Расплавляясь, припой заполнит пространство между деталями пайки и обеспечит надежное соединение. Таким способом, как правило, паяют массивные детали и радиокомпоненты на платах.
В процессе пайки как одним, так и другим способом важно правильно подобрать температуру паяльника, поскольку от этого напрямую будет зависеть качество пайки. Припой в расплавленном виде должен иметь состояние близкое к жидкому
Наверняка все помнят фрагмент из фильма «Терминатор 2: Судный день» на металлургическом заводе, когда жидкий терминатор T-1000 восстановился из разогретых кусочков. Вспомнили? Так вот – консистенция припоя должна быть такой, как эти разогретые кусочки 🙂
Основные признаки того, что температура паяльника недостаточна:
- Припой после остывания становится матовым.
- Припой плохо растекается по поверхности.
- Припой после остывания имеет зернистую структуру.
В результате этого вы получите так называемую холодную пайку. Пайка чрезмерно нагретым паяльником тоже ни к чему хорошему не приведет – припой будет очень быстро окисляться и плохо лудиться. Как в первом, так и во втором случае вы получите в конечном результате соединение деталей, которое будет иметь плохую механическую прочность и со временем просто разрушится.
Как правило, температура паяльника подбирается индивидуально для каждого типа пайки. Вместе с этим, для большинства типов пайки припоями ПОС-60 идеальной является температура 240-300 °C – начинать необходимо от наименьшего значения и постепенно увеличивать её по мере необходимости. При правильно подобранной температуре в конечном результате у вас должно быть блестящее соединение.
Припоя не должно быть слишком много, но вместе с тем его должно быть достаточно для равномерного заполнения пространства между деталями. И главное – не держите долго паяльник в зоне пайки. Для того, чтобы припой расплавился и заполнил пространство между деталями, достаточно 3-4 секунд.
Итак, основные азы пайки мы с вами рассмотрели, а теперь пройдемся по наиболее распространенным применениям пайки в повседневной жизни.
Что такое пайка и в чем суть процесса
Конечным результатом пайки является соединение между собой двух металлических элементов. Сам процесс спаивания обеспечивается независимым металлом с гораздо более низкой температурой плавления. Именно этот металл выполняет функцию припоя.
Каждый способ пайки основывается на принципе прогрева металлических элементов в точке соединения. Температура прогрева должна превышать температуру, при которой плавится металл, используемый для припоя. В подобном режиме металл припоя, будучи расплавленным, свободно затекает в промежутки и щели между деталями, проникая частично даже в саму металлическую структуру. После застывания в данном месте происходит образование механической связи и электрического контакта.
Существует два основных условия, без соблюдения которых решение задачи, как правильно паять будет просто невозможно:
- В точке спаивания элементы должны быть максимально чистыми. Соединение с поверхностью осуществляется на молекулярном уровне, и даже небольшая грязь или пленка окисла значительно снизит надежность контакта. Вполне возможно, что детали вообще не соединятся.
- Соблюдение температурного режима, о котором говорилось ранее. В случае недостаточной разницы температур, кристаллическая решетка припоя не сможет нормально сформироваться из-за термической усадки во время застывания.
Медь и ее сплавы хорошо соединяются традиционными припоями. Они годятся для стали, алюминия и других металлов. Единственным серьезным ограничением считается пайка крупных металлических деталей из-за невозможности их прогрева до нужных температур.
Чаще всего припой состоит из оловянно-свинцового сплава, в котором может содержаться различное количество олова. Процент содержания отображается в маркировке, например, ПОС-40 или ПОС-60. От этого показателя зависит и температура плавления, составляющая для первого припоя – 235 градусов, а для второго – 183 градуса. Еще ниже температура плавления припоя ПОСВ-33, состоящего из олова, свинца и висмута. Для соединения алюминиевых деталей требуются специальные припои с высокой температурой плавления.
Другим важным компонентом являются флюсы, с помощью которых металлические поверхности очищаются от окисей в виде пленок. Наибольшее распространение получила канифоль, защищающая нагретый металл от соприкосновения с воздухом.
Технологические рекомендации
Необходимо соблюдать технику пайки паяльником. Перед спаиванием проводов их нужно предварительно зачистить от изоляции. После этого производится осмотр зачищенной поверхности. В зависимости от марки провода на ней также может присутствовать лак. Если изоляция снималась с проводов задолго до спаивания, может образоваться окисел. Существуют два способа снятия окисленных плёнок и лака:
- Механический, с использованием мелкозернистой наждачной бумаги. Такой способ применим для одножильных проводов большого диаметра. Многожильные, тонкие провода не рекомендуется зачищать таким образом, так как можно их оборвать.
- Химический способ используется для тонких многожильных проводов, но является более вредным для монтажника, так как токсичные растворители при вдыхании с воздухом попадают в легкие. Лаковое покрытие можно снять без предварительной зачистки с помощью ацетилсалициловой кислоты (аспирина). На таблетку укладывают провод и тщательно прогревают его паяльником. Температура и кислота снимают лак с поверхности провода.
При работе с эмалированными проводами можно применять специальный флюс, который разрушает покрытие и создаёт плёнку, защищающую от контакта с воздухом. Такой флюс называют активным. После окончания паяльных работ его необходимо удалить при помощи влажной ветоши или губки.
Если нужно припаять провод к металлической площадке (например, заземление), его необходимо предварительно залудить. Поверхность, к которой он будет припаян, нужно зачистить до появления блеска и обезжирить. Следом за этим наносится флюс, и укладываются кусочки припоя. Место тщательно прогревается, после чего к нему прикладывается провод.
Чтобы качественно припаять провод к нужному месту, необходимо соблюдать технологию пайки. Для этого используется припой ПОС-60 в комплексе с канифолью или специальными флюсами, так как они придают ему текучесть и пластичность при пайке, а также защищают поверхность от взаимодействия с кислородом.
Спаивать провода нужно хорошо прогретым паяльником, чтобы его температуры хватало для плавления припоя. Зачищенный провод опускается в расплавленную паяльником канифоль. Предварительно набрав припоя, необходимо несколько раз провести жалом по оголённому проводу, после чего уже залуженный проводник можно запаять в необходимом месте. Для удобства работы можно использовать приспособление «третья рука». С его помощью фиксируется проводник, к которому будет припаян провод.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.

- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Источники
- https://www.rmnt.ru/story/instrument/kak-pravilno-pajat-pajalnikom-instruktsija-dlja-chaynikov.1256556/
- https://pochini.guru/sovety-mastera/kak-pravilno-payat-payalnikom
- https://elektroznatok.ru/tools/pajka-payalnikom
- https://Elektrik-a.su/kabeli-i-provoda/dlya-prokladki/pajka-provodov-239
- https://YaElectrik.ru/elektroprovodka/kak-payat-provoda
- https://tokar.guru/instrumenty/payalniki/kak-pravilno-polzovatsya-payalnikom-s-kanifolyu-uchimsya-payat.html








