Правильная пайка проводов паяльником
Содержание:
- Как правильно паять паяльником с канифолью
- Метод пайки фольгой
- Рекомендации
- Подбор инструмента
- Процесс пайки
- Что понадобится для пайки проводов
- Пайка многожильных проводов
- Преимущества и недостатки пайки электропроводки
- Соединение алюминия и меди
- Какой паяльник выбрать для пайки проводов? – Станки, сварка, металлообработка
- 5 Спаивание жил – делаем своими руками
- Подготовка к процессу пайки
- Подбираем паяльник
- Пайка
- Про цвета проводов в наушниках
- Как правильно паять
Как правильно паять паяльником с канифолью
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Метод пайки фольгой
Фольга с успехом может заменить припой. Это тонкая алюминиевая плёнка, которая для плавки требует минимум тепловой энергии. Такой способ пайки удобен для соединения тонких проводов, которые используют китайские производители в своих многочисленных электрических и электронных изделиях. Поступают следующим образом:
- проводки очищают от изоляции по длине концов 1,5-2 см;
- жилы скручивают;
- скрутку покрывают тонким слоем паяльной пасты и заворачивают в фольгу;
- полученное соединение прогревают газовой зажигалкой или пламенем свечи;
- в течение 1 минуты образуется прочное спаянное соединение проводов.
Рекомендации
Некоторые полезные советы уже были даны, но хотелось бы остановиться на некоторых дополнительных рекомендациях. К примеру, какое количество припоя нужно, чтобы пайка прошла качественно. Здесь точно сказать невозможно, но если припоя будет мало, то его не хватит для покрытия всего стыка. Если его будет много, то пайка получится в виде капли, что тоже недопустимо, особенно в системе прокладки (в пучке).
То же самое относится и к температуре паяльника. Если она низкая или слишком высокая, то пайка получается неблестящей и рыхлой с низкими качественными показателями. Это в полной мере относится и к количеству канифоли и припоя. Если канифоли больше чем припоя, то первый будет кипеть и разбрызгиваться, что очень плохо для соседних соединений и контактов.
Если все вышеперечисленное будет в норме, то припой сам равномерно распределиться по соединению. Форма пайки и ее прочность как бы сама собой сформируется. И еще один момент: пайка медных проводов (качество) – это их подготовка, то есть, лужение. Без этого процесс соединения не провести, ведь соединить медные провода в чистом виде можно или клепанием, или сваркой.
Новичкам можно посоветовать в первую очередь определить, через какое время паяльник перегревается. Если это минут десять-пятнадцать, то лучше приобрести дополнительно трансформатор с плавной регулировкой напряжения или электронный терморегулятор. Кстати, определить, что кончик паяльника перегрелся, можно очень просто – припой слетел с кончика жала, которое почернело (окислилось). Конечно, можно и не покупать дополнительные приборы, тогда в процессе пайки инструмент придется периодически отключать от сети. Хотя этот метод не самый лучший, потому что контролировать температуру в такой ситуации практически невозможно.
И последний совет в нашей статье – никогда не охлаждайте место пайки искусственно. Охлаждение должно пройти естественным путем. Не стоит на соединение дуть или прикладывать к нему мокрые предметы.
Подбор инструмента

При выборе паяльника нужно обратить внимание на следующие моменты:
На первом месте по важности стоит мощность инструмента. Она определяется исходя из толщины поперечного сечения провода, с которым будет производиться работа
Для сечения 0,8-3,5 кв. см оптимальная мощность должна быть в районе 40-60 Вт. Более высокая расплавит изоляцию, а также мгновенно выпарит растворители. Низкая же просто рассеется, и нагрев будет происходить намного дольше. В идеале на пайку должно уходить не больше 2-3 секунд. Температура. От нее также зависит процесс нагрева. Главное, не выбрать слишком высокую, так как в этом случае можно обжечься о материал. Но и слишком низкая температура тоже неудобна. Если приходится выбирать между мощностью и температурой, то отдавайте предпочтение первой. Жало паяльника. Идеальный вариант — медное с плоским концом. Но тут есть свой минус – окисление, которое препятствует теплопроводности. Также можно использовать современные жала из композитных материалов или керамики. Нагрев в этом случае происходит медленней, но зато можно избежать частых зачисток наконечника.
Процесс пайки

Пайка проводов паяльником состоит из нескольких этапов:
- Подготовка материалов и инструментов. Сначала надо снять изоляцию и оксидную пленку. Сделать это можно с помощью канцелярского ножа и мелкозернистой наждачной бумаги. Нужно проверить состояние кончика паяльника. Если он выгоревший или зазубренный, то его нужно подточить небольшим напильником.
- Лужение. Для этого подносят к канифоли очищенный кабель и разогретый паяльник и плавят ее до тех пор, пока обработанный конец не окажется полностью погружен в ней. Теперь на жало капают немного припоя и размазывают его по обработанной в канифоли части кабеля. Делается это довольно легко и быстро, но для более точного и ровного нанесения кабель надо немного поворачивать. Лужение флюсом несколько отличается от обработки канифолью. Так как он — жидкость, то его не нужно плавить, а можно сразу нанести на поверхность, после чего прогреть паяльником с припоем. Следующие шаги совершенно не отличаются.
- Пайка. Уже полностью подготовленные провода плотно приставляют друг к другу. При необходимости можно просто скрутить их между собой. В таком положении прижимают к ним припой и начинают нагревать все это паяльником. Когда металл достаточно разогреется, припой расплавится и начнет покрывать контакты. После того как он полностью охватит поверхность и надежно закрепит металл, работа практически закончена.
- Последний шаг – повторная изоляция. Для этого можно намотать обычную изоленту, а можно использовать термоусадочную трубку, специально предназначенную для этого. Ее можно и не делать, если она не требуется.

Что понадобится для пайки проводов
Чтобы паять медные провода, не нужен активный флюс. Все что потребуется, так это иметь под рукой сосновую канифоль и оловянно-свинцовый припой. Для пайки медных и алюминиевых проводов необходим флюс с содержанием кислоты, то есть активный.
Активных флюсов существует большое разнообразие на сегодняшний день. Для пайки алюминия используются флюсы способные растворить оксидную плёнку. В первую очередь, это флюс Ф-64, Ф-54А, Ф-59А и Ф-61А. Все они активные и содержат в своём составе кислоты. Поэтому после пайки проводов, остатки флюса нужно смыть, используя обычную воду или растворители.
Также, чтобы паять провода, нужен будет электрический паяльник. Если жилы не толстые, до 4 мм², то паяльник нужен мощностью не более 60 Вт. При пайке толстых проводов, и особенно алюминиевых, мощность паяльника должна быть от 100 Вт и выше. Пайка алюминиевых проводов должна осуществляться при сильном разогреве припоя, поэтому мощность паяльного оборудования здесь важная составляющая.
Ну и кроме всего прочего, чтобы паять провода потребуется припой. В большинстве случаев нужен обычный оловянно-свинцовый припой. Например, такой, как ПОС-61 с 61% содержанием свинца. Данный припой используется для пайки медных и алюминиевых проводов, он имеет температуру расплавления чуть выше 100 градусов.
Пайка многожильных проводов
Многожильные проводники быстро нагреваются от паяльника и легко лудятся. Для пайки проводов понадобится стриппер (щипцы для зачистки проводов), паяльник, жидкая канифоль и припой.
Подготавливаем оба провода.
Нанесите жидкую канифоль на место соединения. Жидкая канифоль проникает внутрь проводков и тем самым повышает качество пайки. И канифоль дешевле любого другого флюса. Дорогих и качественных флюсов для такой пайки не требуется. Тем более, когда надо спаять сотню проводов.Температура пайки до 300 °C. С такой температурой паяльник не повредит изоляцию на проводе.
Наносим припой на паяльник и несколькими ровными движениями проходим по месту пайки. Время пайка не более 3 секунд. За это время канифоль успевает испариться. А без канифоли припой начнет собираться в кучки, и будет плохо паяться.
Если на контакте есть комки припоя и трещины, повторите процедуру заново. Дождитесь остывания контакта, иначе можно повредить кисточку от жидкой канифоли.
Другой способ
Альтернативный вариант — это лужение контактов перед их спаиванием. Такой метод снижает скорость работы, однако он позволяет добиться высокого качества пайки.
Скручиваем два провода в единую жилку отдельно друг от друга и залуживаем их припоем. Далее прислоняем их друг к другу, наносим канифоль и спаиваем.
Качество контакта получается выше, но припоя тратится больше.
Изоляция и термоусадки
Провода надо обязательно изолировать, будь это наушники или блок питания. Для этой цели подойдут термоусадки. Они бывают разных размеров, цветов и материалов.
Отрезаем термоусадку с запасом.
Закрываем контакт.
Если у вас паяльная станция, можно обойтись и 100 °C. Если нет, то можно использовать огонь от зажигалки или спички.
Нагреваем термоусадку с одного конца, плавно переходя на второй.
Термоусадка приклеивается к проводу.
Если нет термоусадки, то можно воспользоваться изолентой. А синяя изолента добавляет психологически +10% к прочности контакта.
Преимущества и недостатки пайки электропроводки

Паяное соединение считается одним из лучших по надёжности
Чтобы правильно спаять провода, нужно ознакомиться с достоинствами и недостатками метода. Несмотря на существующие аналоги, этот способ считается самым распространенным и востребованным, особенно в электронике.
Достоинства:
- Надежность. Важный параметр – наличие и величина переходного сопротивления. Чем оно ниже, тем лучше. У пайки этот параметр чрезвычайно мал. По надежности пайка уступает сварке только в одном случае – если работы приходилось выполнять в экстремальных условиях, например, в среде с запредельно высокой или низкой температурой, воздействии агрессивных сред. Если речь идет о квартирной проводке или загородном доме, подобные факторы исключены.
- Соединение не нуждается в обслуживании.
- Универсальность использования. С помощью пайки удается соединять одножильные и многожильные провода с разными площадями сечения, в любых комбинациях. Такая универсальность позволяет решить много нестандартных и трудновыполнимых задач. К тому же использование флюсов обеспечивает надежное соединение медных и алюминиевых жил.
- Низкая стоимость соединения. Для проведения работ понадобится паяльник, припой и флюс. Стоимость мала, а расход экономичный.
Недостатки:
- Низкая технологичность. Для проведения работ требуется выполнить много подготовительных мероприятий, отсюда следует высокая трудоемкость.
- Потребность в квалификации исполнителя.
Соединение алюминия и меди
Ни в коем случае не соединяйте медные и алюминиевые изделия, по крайней мере напрямую. Алюминий довольно активный металл по сравнению с медью, этовлияет на общую тепло- и токопроводность металла, что и мешает их нормальному взаимодействию друг с другом.
Но если появляется острая необходимость объединить их, то поступают следующим образом:
- Для этого нам понадобятся три шайбы, болт и гайка.
- Сперва на болт вешают первую шайбу, потом кольцом обматывают первый провод.
- Следом кладут вторую шайбу и наматывают другой провод.
- В конце вешают последнюю шайбу и туго закручивают гайкой.
Такая конструкция называется «болтовым соединением». Она позволяет связать провода, изготовленные из разных материалов, не создавая при этом прямого контакта.
Конечно, это не единственный вариант объединения разных металлов. Но болтовой метод – самый простой и надежный.
Какой паяльник выбрать для пайки проводов? – Станки, сварка, металлообработка

В арсенале любого мастера, который часто имеет дело с электрическими приборами, кабелями и проводкой в целом, обязательно должен быть паяльник. Некоторые хранят этот прибор годами в запыленном ящике и пользуются им по мере необходимости, а другие работают с этим устройством на постоянной основе. Какой паяльник лучше выбрать для домашних работ, расскажем в этой статье.
Как выбрать паяльник для пайки радиодеталей и микросхем
Выбор паяльника для радиолюбителей является очень важным моментом, поскольку это ключевой прибор для каждого радиолюбителя. Однако все паяльники или паяльные станции имеют различия и подбираются радиолюбителями индивидуально в зависимости от вида предполагаемых работ и личных предпочтений. Также рекомендуем прочесть статью об основах пайки.
Конструкции паяльников
По конструкции они бывают:
- Традиционные (прямая конструкция в виде стержня).
- Пистолеты (конструкция паяльника в форме пистолета на котором рабочая часть расположена под углом).
- Паяльные станции (сложное оборудование с рабочей частью и блоком управления).
Как выбрать паяльник для пайки микросхем
Прежде чем выбрать паяльник, давайте разберемся, какими они бывают.
Газовые чаще используют для пайки при монтажных работах, к примеру, пайки в распределительных коробках. Они удобны тем что могут работать автономно, но во время работы выделяют вредные вещества и долго с ними работать вредно для здоровья как вам, так и окружающим. Но для пайки микросхем или других радиодеталей выбирать такой паяльник будет не разумно. С ним крайне тяжело паять любую плату.
Электрические, в свою очередь, являются самыми распространенными. В зависимости от типа нагревателя их разделяют на:
- Спиральный (нихромовый)
- Керамический
- Импульсный
- Индукционные
Спиральный – самый распространенный из всех электрических нагревателей. Спиральный нагреватель обеспечивает надежную и долговечную работу при своей недорогой ценовой политике, но имеет один недостаток — большое время нагрева.
Керамический же более дорогой и довольно хрупкий, однако, ему нужно меньше время для нагрева.
Импульсный при своей довольно высокой цене будет оптимальным вариантом. Он быстро нагревается и не придет в негодность от небольшого удара.
Если же вы собираетесь заняться пайкой всерьез, и круг предполагаемых работ будет увеличиваться — обратите внимание на паяльные станции. Индукционные разогреваются за счет катушки индуктора
Такому паяльнику не нужен терморегулятор, но подбирать нужную температуру придется перебором из комплекта жал.
Выбор мощности паяльника
Существуют паяльники разных мощностей:
- Маломощные (от 3 до 10 Вт.)
- Средней мощности (20-40 Вт)
- Большой мощности (60-100 вт.)
- Производственные (более 100 Вт.)
В зависимости от мощности меняется предназначения паяльника. Паяльники с мощностью более 100 Вт используются для пайки больших металлический изделий таких как радиаторы, кастрюли, трубы. Паяльники мощностью 60-100 Вт предназначены для пайки действительно толстых проводов.
До 10 Вт паяльники предназначены в основном для пайки простейших микросхем, SMD элементов и других миниатюрных радиодеталей.
Однако если вы опытный радиомонтажник оптимальным вариантом будет импульсный паяльник мощностью 20-40 Вт, который в умелых руках можно использовать для быстрой работы с миниатюрными радиодеталями и других работ по дому.
Паяльник для микросхем: как выбрать жало?
Конечно, не маловажным фактором при выборе любого паяльника есть жало. Однако выбор жала сугубо индивидуально предпочтение. Выбирайте зависимости от того каким жалом вам будет удобно работать, есть лишь несколько рекомендаций по выбору. Не рекомендуется использовать жало более 3 мм. Желательно использовать медное жало, так как оно легко чистится и обрабатывается.
5 Спаивание жил – делаем своими руками
Непосредственно процесс пайки также больших проблем вызвать не должен. После выполнения всех подготовительных мероприятий спаивание двух жил представляет собой, возможно, самое простое действие. Вам достаточно лишь наложить жилы друг на друга либо просто скрутить их вместе, после чего разогреть посредством паяльника. При достижении максимальной температуры припой полностью расплавится, растечется по поверхности двух проводов и намертво соединит их после остывания.
Иногда мастера не прибегают к помощи лужения проводов, сразу же выполняя все необходимые операции в распределительной коробке, скручивая провода и обрабатывая непосредственно во время пайки. Однако так поступать не следует, поскольку качественно выполненное лужение способствует увеличению качества соединения, его прочности и способности к проводимости электрического тока.
Последнее, что вам останется сделать, — это нанести изоляцию на спаянные жилы. Сделать это можно при помощи обычной изоленты, поверх которой нанести термоусадочную трубку. На этом пайка проводов может считаться успешно выполненной.
Подготовка к процессу пайки
Перед началом работ необходимо подготовить паяльник, материалы, инструменты и рабочее место.
Рабочий участок рекомендуется снабдить:
-
Подставкой , на которой будет располагаться разогретый прибор. На ней же нужно будет расположить флюс, «крокодил» и кусочки поролона, которые нужны для чистки жала.
-
Штативом, на котором будут размещены: держатель для паяльника, ванночка с канифолью, зажимы.
В набор необходимых инструментов входит:
- напильники;
- круглогубцы;
- кусачки;
- пассатижи;
- пинцеты;
- наждачная бумага;
- нож.
Подготовка паяльника
Перед работой с паяльником, его жалу придают определенную форму. Делается это с помощью напильника. Наиболее используемые формы – на срез и угловая. Ножевидная применяется для выпаивания выводов разъема или нескольких контактов микросхем.
Жало рабочего инструмента должно быть равномерно покрыто припоем. С «грязным» жалом паять будет затруднительно. Поэтому холодный паяльник с помощью напильника нужно почистить до меди, из которой изготовлено жало.
После этого прибор следует нагреть и последовательно касаться им то канифоли, то припоя. Делать так следует несколько раз, добиваясь равномерного покрытия жала припоем. После этого можно начинать пайкой соединять металлические детали.
Подготовка флюса
Выбор нужного флюса является решением одной из важных задач пайки. Необходим он для того, чтобы спаиваемые поверхности во время нагрева не окислялись. В противном случае спайка получится неустойчивой и рыхлой. Ее можно будет очень легко повредить. Поэтому качество флюса определяет трудность или легкость процесса пайки, и то, как прочно будет соединяться обрабатываемый материал.
Флюсы должны быть подобраны под подготовленный для пайки материал:
-
Для соединения проводов и микросхем применяется широко известная канифоль. Внешне это кристаллическое прозрачное вещество красно-коричневого, красного, желтого или оранжевого оттенка похоже на янтарь.
-
Для пайки труднодоступных или неудобно расположенных деталей используется канифольно-спиртовый флюс. Для его получения канифоль нужно раздробить до состояния песка и растворить в денатурате или техническом спирте. Наносится он на заготовки кистью, а хранится в плотно закрытой емкости.
-
Для оцинкованного железа применяется флюс ЛК-2, который состоит из хлористого аммония, хлористого цинка, этилового спирта и канифоли.
-
Для нержавейки используется ортофосфорная кислота.
-
Хорошо подготавливают поверхность стойких металлов активные кислые флюсы на основе хлорида цинка.
-
Для пайки стали эффективными флюсами считаются паяльные кислоты и водные растворы на основе хлористого цинка.
Следует знать, что для пайки нержавеющих сталей необходимы более активные флюсы, чем для обработки низколегированных и углеродистых материалов. Чугун нужно паять высокотемпературной пайкой, поэтому электрический паяльник с ним не справится.
Припои для пайки
С помощью чистого олова соединять детали очень дорого, так как это ценный материал, поэтому используют его довольно редко.
Самое лучшее качество пайки получается после применения припоев, которые содержат свинец. Однако этот материал является вредным.
Чтобы во время работы не держать в руке горячий припой, его удерживают плоскогубцами или размещают на специальном приспособлении.
Подбираем паяльник
Если вы не занимаетесь радиоделом профессионально (скорее всего это так, иначе вы не изучали бы этот материал), у вас в арсенале обычный паяльник в одном экземпляре. О паяльной станции речь и вовсе не идет, поскольку это достаточно дорогой (хотя и очень удобный комплект). Но для начинающего мастера это излишество.
Вернемся к паяльникам. Классика — это нихромовый нагреватель и медное жало. На самом деле, это лучшее сочетание, но для ручного управления. Никакого контроля за температурой, плавный медленный нагрев. При этом медное жало отлично держит градус, и зачастую компенсирует теплоотвод в месте пайки. Еще одно преимущество — мягкий материал позволяет формовать любую конфигурацию наконечника. Можно буквально расклепать и выпилить жало под конкретный вид пайки.
Единственный недостаток — медь быстро выгорает, и такой тип жала фактически является расходным материалом. Его постоянно приходится обтачивать напильником.
На иллюстрации изображена классическая форма «отвертки». Универсальный кончик для большинства любительских работ.
Если ваш «нагревательный прибор» оснащен регулятором температуры — необходимо учитывать инертность меди. Заданную цифру он набирает медленно, и также неторопливо остывает.
Керамическое жало с серебряным напылением — это современный аксессуар. Если стоит вопрос, как работать с деталями SMD формата, или как выпаять микросхему из двухсторонней платы — это ваш вариант. Однако им не так удобно паять мощные теплоемкие провода и контакты.
Такой паяльник моментально греется, и на нем можно точно контролировать градусы (при наличии регулятора).
Способ нагрева может быть любым. Такой же керамический нагреватель, как и жало, или нихромовый. Еще на медных паяльниках применяются индукционные нагреватели, но это скорее экзотика.
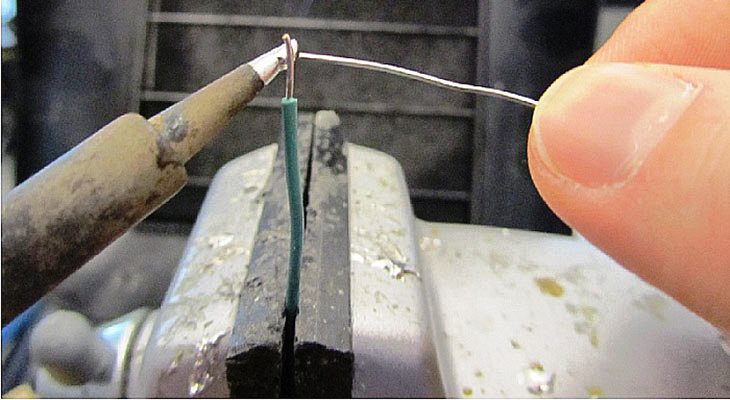
Пайка
Теперь о том, как пользоваться паяльником по прямому назначению: как правильно паять провода. Сам процесс прост, но для лучшего результата необходимо познакомиться с несколькими условиями. После включения бытового инструмента в сеть, обычно ждут около 5 минут, за этот период он нагревается до оптимальной температуры, позволяющей канифоли закипеть, а расплаву стать однородным.
Нормой считают температуру в 240-280°. При недостаточном нагреве флюс только слегка размягчится, а олово чуть-чуть оплавится. Припой в таком состоянии использовать нельзя. Перегрев тоже приведет к «катастрофе»: флюс будет шипеть и плеваться, а расплав потеряет пластичность. В такой ситуации паяльник отключают от сети, дают ему время на охлаждение.
Лужение

Когда достигнута температура плавления канифоли, зачищенную, подготовленную часть проводника укладывают на кусок, затем нагревают паяльником до тех пор, пока весь провод не погрузится в канифоль полностью. После этого на жало берут каплю припоя, быстро распределяют его по проводу, который немного поворачивают. «Готовый» медный проводник избавляется от «предательской» красноты — становится серебристым. Аналогичным образом поступают со всеми деталями, предназначенными для пайки.
Основная работа
Подготовленные проводники плотно соединяют. В некоторых случаях целесообразнее делать скрутку. Взяв на жало припой, его с небольшим усилием прижимают к проводам, которые рукой удерживают вместе. Когда растекшийся припой покрывает все место соединения, операцию считают успешно завершенной, однако паяльник не убирают, дожидаясь остывания припоя. Для ускорения этого процесса, который занимает всего 3-4 секунды, на него рекомендуют дуть. Если толщина припоя не устраивает, то жалом переносят еще одну каплю.
Последний этап — изоляция места соединения. После того как проводники остыли, на них наматывают изоленту. Кто хочет большей надежности, те надевают термоусадочную трубку, которую потом разогревают. Если работы касались электропроводки, то используют комбинированную защиту — сразу оба варианта: после наматывания ленты на нее надевают термоусадку.
Скрутка
Для обеспечения большей надежности соединения рекомендуют предварительно скручивать концы проводников. Расплав наносят таким образом, чтобы он попадал в зазоры между ними. Пайку деталей встык не приветствуют по понятным причинам: такое соединение не может похвастаться прочностью. Если надо припаять провод к середине другого, то конец первого обматывают вокруг второго, крайний случай при недостаточной длине — формирование петли.

Про цвета проводов в наушниках
Цвета проводов в наушниках обычно стандартизованы. Цвета проводов для стандартных наушников на 3 типа провода показаны на фото ниже.
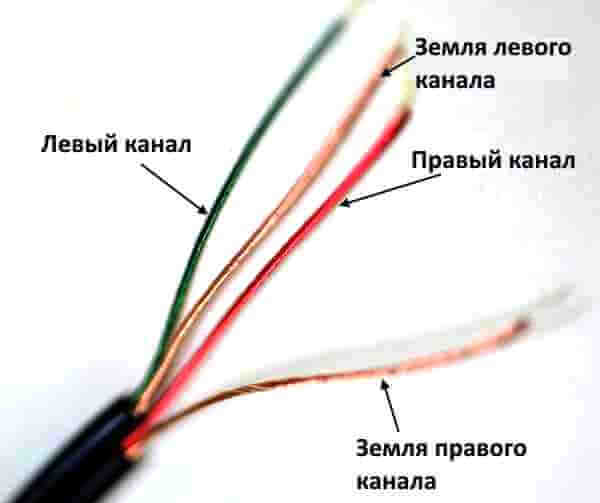
Однако до сих пор встречаются производители, которые применяют нестандартные провода для пайки наушников и маркировки каналов. Например, Apple в своих наушниках использует провода в двухцветной маркировке.
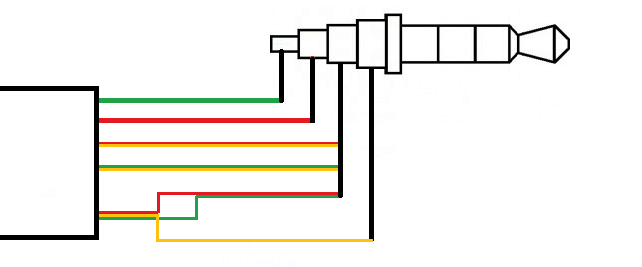
В таких случаях на помощь приходит Интернет или метод проверки батарейкой на 3 вольта или .
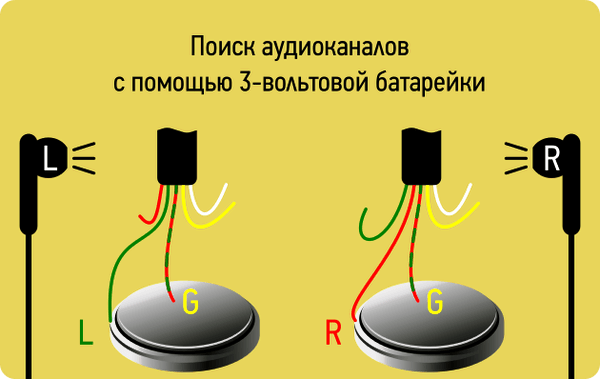
При подаче напряжения (батарейкой или в режиме омметра) между контактами динамика, в нем будет слышен шелест. Это просто. Сложнее с гарнитурами, особенно если они с кнопками. Тут уже идет в ход схемотехника. Потому что производители часто задействуют минимум пар проводов для передачи большого количества сигналов.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.








