Как собрать сварочный аппарат в домашних условиях?
Содержание:
- Процессы в электрической схеме
- Инструменты и материалы
- Затраты при самостоятельной сборке
- Купить детали на Алиэкспресс
- Ремонт своими руками
- Особенности эксплуатации
- Схема подключения к электросети
- Способы изготовления
- Ремонт неисправностей сварочного инвертора
- Преимущества и недостатки
- Особенности изготовления
- Устройство из трехфазного трансформатора
- Инвертор сварочный своими руками
- Инверторный блок
- Типы сварочных аппаратов
- Система охлаждения
- Каким образом работает сварочный аппарат
- Особенности работы инвертора
- Изготовление элементов управления
Процессы в электрической схеме
Сварочный аппарат должен вырабатывать ток высокой силы, помогающий удерживать дугу. Последняя расплавляет края соединяемых деталей и присадочную проволоку, формируя шов.
Принцип действия электрической схемы сварочного инвертора:
- Переменный электроток попадает в преобразователь. Здесь он превращается в постоянный и подвергается обработке, помогающей сгладить перепады напряжения. Для этого используется выходной выпрямитель.
- Постоянный электроток попадает в инвертор, где преобразуется в переменный. На этом же этапе наблюдается повышение частоты.
- На последнем этапе задействуется трансформатор, снижающий напряжение, сохраняя при этом силу и частоту тока. Это способствует усилению мощности электрической дуги.
Инструменты и материалы
Для создания сварочного устройства собственноручно (для тонкого металла либо для ювелирных работ) потребуется иметь под рукой следующие элементы:
- крепеж;
- нож;
- зубило;
- паяльник;
- электроды;
- отвертки;
- ножовку;
- пинцет;
- металл, из которого будет делаться каркас (желательно листового типа);
- асинхронный статор;
- сборочные части для трансформатора.
Все составные элементы будут находиться в таком порядке:
- выпрямитель;
- варисторный фильтр;
- преобразователь;
- трансформатор;
- выпрямитель силового типа.


Из указанной схемы легко можно убрать выпрямитель и фильтр, но нужно быть готовым тогда к тому, что управляемость электродугой будет не очень хорошей, а получаемый шов будет требовать серьезной доработки.


Затраты при самостоятельной сборке
 В данном разделе приводится подсчет средств, вложенных в сборку сварочного инвертора. В списке приведены основные элементы оборудования. Все, что не вошло в список, имеет малое значение.
В данном разделе приводится подсчет средств, вложенных в сборку сварочного инвертора. В списке приведены основные элементы оборудования. Все, что не вошло в список, имеет малое значение.
Цена, напротив, указана за одну единицу:
- теплопроводная паста – КПТ-8 200р;
- ферритовый сердечник – 170р;
- катушка провода – ПЭТВ d=1,5 для обмотки трансформатора 550р;
И список деталей:
- силовые диоды VS-150 EBUO4 390р-1шт;
- транзисторы IRG4PC50UDPBF IGBT 600В 55А 60кГц 230-1шт;
- высокоскоростной ШИП – контролер для импульсных источников питания UC3825N 300р-1шт;
- реле мягкого пуска Finder, с шагом 3,5 16А 250В 70р;
- резистор силовой SQP3BT 47Ом 9р;
- фильтр подавления ЭМП B82731-N2102-A20 57р;
- конденсаторы 470мКф 450В серия LS 35×45 770р-1шт;
- радиаторы Hs 113-50 50x85x24 180р-1шт;
- вентилятор DEEPCOOL WIND BLADE 80, 80мм 260р;
- диодный мост КЦ405 90-92 27р;
Купить детали на Алиэкспресс
|
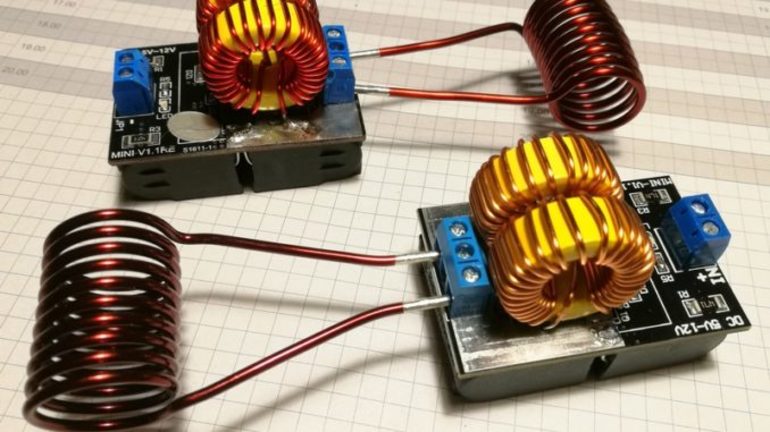
Приборы, осуществляющие нагрев за счет электричества, а не газа, безопасны и удобны. Такие нагреватели не производят копоти и неприятного запаха, но потребляют большое количество электроэнергии. Отличный выход — собрать индукционный нагреватель своими руками. Это и экономия средств, и вклад в бюджет семьи. Существует много простых схем, по которым индуктор можно собрать самостоятельно.
Для того чтобы было легче разобраться в схемах и правильно собрать конструкцию, нелишним будет заглянуть в историю электричества. Способы нагрева металлических конструкций электромагнитным током катушки широко используются в промышленном изготовлении бытовых приборов — котлов, нагревателей и плит. Оказывается, можно сделать рабочий и долговечный индукционный нагреватель своими руками.
Принцип работы устройств
Принцип работы устройств
Знаменитый британский ученый XIX века Фарадей в течение 9 лет проводил исследования, чтобы преобразовать магнитные волны в электричество. В 1931 году наконец было совершено открытие, получившее название электромагнитная индукция. Проволочная обмотка катушки, в центре которой находится сердечник из магнитящегося металла, создает магнитное поле под силой переменного тока. Под действием вихревых потоков сердечник нагревается.
Открытие Фарадея стали применять как в промышленности, так и при изготовлении самодельных моторов и электронагревателей. Первую плавильню на основе вихревого индуктора открыли в 1928 году в Шеффилде. Позже по тому же принципу обогревали цеха заводов, а для нагрева воды, металлических поверхностей знатоки собирали индуктор своими руками.
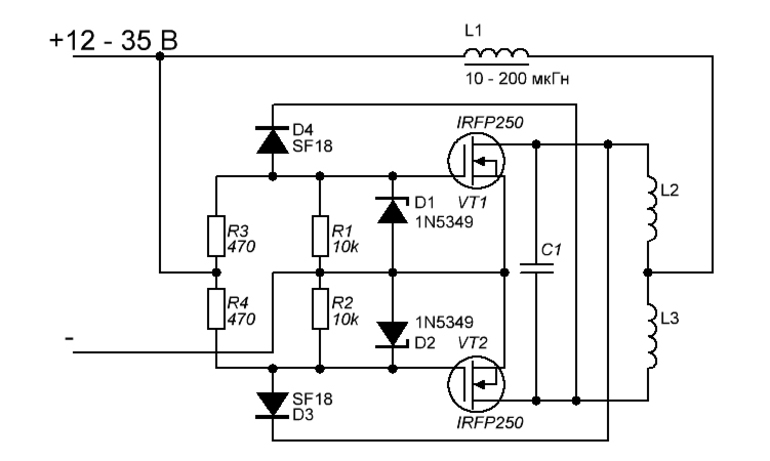
Схема устройства того времени действительна и сегодня. Классический пример — индукционный котел, в составе которого имеются:
- металлический сердечник;
- корпус;
- тепловая изоляция.

Особенности схемы для ускорения частоты тока следующие:
- промышленная частота в 50 Гц не подходит для самодельных приборов;
- прямое подключение индуктора к сети приведет к гулу и слабому нагреву;
- эффективное нагревание осуществляется при частоте 10 кГц.
Сборка по схемам
Собрать индуктивный нагреватель своими руками может любой человек, знакомый с законами физики. Сложность устройства будет варьироваться от степени подготовленности и опытности мастера.
Существует множество видеоуроков, следуя которым можно создать эффективное устройство. Практически всегда необходимо использовать такие основные составляющие:

- стальная проволока диаметром 6−7 мм;
- медная проволока для катушки индуктивности;
- сетка из металла (для удержания проволоки внутри корпуса);
- переходники;
- трубы для корпуса (из пластика или стали);
- высокочастотный инвертор.
Этого будет достаточно для сборки индукционной катушки своими руками, а ведь именно она находится в основе проточного водонагревателя. После подготовки необходимых элементов можно подходить непосредственно к процессу изготовления аппарата:

- нарезать проволоку на отрезки в 6−7 см;
- металлической сеткой покрыть внутреннюю часть трубы и засыпать проволоку доверху;
- аналогично закрыть отверстие трубы снаружи;
- намотать на пластиковый корпус медную проволоку не менее 90 раз для катушки;
- вставить конструкцию в систему отопления;
- с помощью инвертора подключить катушку к электричеству.
По похожему алгоритму можно легко собрать индукционный котел, для чего следует:
- нарезать заготовки из стальной трубы 25 на 45 мм со стенкой не толще 2 мм;
- сварить их друг с другом, соединяя меньшими диаметрами между собой;
- приварить железные крышки к торцам и просверлить отверстия для патрубков с резьбой;
- сделать крепление для индукционной печки, приварив с одной стороны два уголка;
- вставить варочную панель в крепление из уголков и подключить к электросети;
- внести в систему теплоноситель и включить нагрев.
Многие индукторы работают на мощности не выше 2 — 2,5 кВт. Такие обогреватели рассчитаны на помещение 20 — 25 м²
Если генератор используют в автосервисе, можно подключить его к сварочному аппарату, но важно учитывать определенные нюансы:
- Необходим переменный ток, а не постоянный как у инвертора. Сварочный аппарат придется исследовать на наличие точек, где напряжение не имеет прямой направленности.
- Количество витков к проводу большего сечения подбирается математическим вычислением.
- Потребуется охлаждение работающих элементов.
Ремонт своими руками
Для длительной и бесперебойной работы инвертор важно правильно обслуживать. Для этого следует раз в два месяца выполнять продувку от пыли, предварительно сняв кожух
Если аппарат перестал работать, можно самостоятельно выполнить ремонт, посмотрев видео в сети основных поломок и способов устранения.
Что проверяется в первую очередь:
- Напряжение на входе. Если оно отсутствует или недостаточно по величине, то устройство работать не будет.
- Предохранители. При скачке сгорают защитные элементы или срабатывает отключение автоматом.
- Температурный датчик. При повреждении блокирует работу последующих узлов.
- Клеммы контактов и паяные соединения. Разрыв цепи прекращает движение тока и рабочие процессы.
Изучив схемы обычных инверторов, и приобретя необходимые детали, а также просмотрев обучающие видео, можно собрать качественный аппарат для сварки, который очень пригодится хорошему хозяину.
Особенности эксплуатации
Самодельная сборка нагревателя – это лишь половина дела
Не менее важное значение имеет правильная эксплуатация получившейся конструкции. Изначально, каждый такой прибор представляет определенную опасность, поскольку он не способен самостоятельно контролировать уровень нагрева теплоносителя. В связи с этим, каждому нагревателю требуется определенная доработка, то есть установка и подключение дополнительных контрольных и автоматических устройств
В связи с этим, каждому нагревателю требуется определенная доработка, то есть установка и подключение дополнительных контрольных и автоматических устройств.

В первую очередь выход трубы оборудуется стандартным набором устройств, обеспечивающих безопасность – предохранительным клапаном, манометром и приспособлением для отвода воздуха. Следует помнить, что индукционные водонагреватели будут нормально работать лишь при наличии принудительной циркуляции воды. Самотечная схема очень быстро приведет к перегреву элемента и разрушению пластиковой трубы.
Во избежание подобных ситуаций, в нагревателе устанавливается термостат, подсоединенный к устройству аварийного отключения. Опытные электротехники используют для этих целей терморегуляторы с температурными датчиками и реле, отключающие цепь при достижении теплоносителем заданной температуры.
Самодельные конструкции отличаются довольно низкой эффективностью, поскольку вместо свободного прохода, на пути воды имеется препятствие в виде частиц проволоки. Они почти полностью перекрывают трубу, вызывая повышенное гидравлическое сопротивление. При нештатных ситуациях возможны повреждения и разрыв пластика, после чего горячая вода непременно приведет к короткому замыканию. Обычно такие нагреватели используются в небольших помещениях, в качестве дополнительной системы отопления в холодное время года.
https://youtube.com/watch?v=MkGh1ssfS0k
Использование индукционных катушек вместо традиционных ТЭН в отопительном оборудовании позволило значительно увеличить КПД агрегатов при меньшем потреблении электроэнергии. Индукционные нагреватели появились в продаже относительно недавно, к тому же по достаточно высоким ценам. Поэтому народные умельцы не оставили эту тему без внимания и придумали, как сделать индукционный нагреватель из сварочного инвертора.
Схема подключения к электросети
Сварку толстых (16-17 мм) листов металла выполняют электродами 6 мм при установленном токе на выходе 240±20А. В таком режиме возрастает нагрузка на источник питания, что сопровождается падением напряжения. Если соответствующее значение меньше допустимых рабочих параметров, автоматика выключит инвертор.
На рисунке показана схема подключения сварочного аппарата, которая минимизирует влияние мощной техники на другое оборудование:
Схема подключения сварочного аппарата.Рекомендуется выпрямить сетевой кабель. Изогнутый проводник создает индуктивное сопротивление, которое увеличивает нагрузку на источник электропитания. Участки, образующие витки, перегреваются вплоть до разрушения защитной оболочки.
Способы изготовления
Прежде всего, поговорим о возможных способах перевоплощения инверторного источника сварочного электротока в полуавтоматический сварочный агрегат.
Первый способ
Для изготовления полуавтомата непременно потребуется базовое оборудование. Это сварочный агрегат, который и будет создавать рабочие характеристики для формирования электродуги. На роль такого ведущего оборудования сгодится не всякая модификация инвертора.
Только вот подобное устройство имеется не у всякого народного умельца, а сама процедура выполнения измерений чрезвычайно долгая и кропотливая. В конце концов, осуществить все исследования способен лишь человек с довольно большими познаниями в электротехнике.
Поскольку обыкновенному пользователю вариант с ШИМ-контроллером недоступен, лучше избрать более лёгкий путь. Первое: взятый инвертор-донор должен корректно исполнять все требуемые функции. Второе: для изготовления самодельного полуавтоматического агрегата потребуется дроссель (катушка индуктивности, балласт). Эту деталь, являющуюся обязательным атрибутом практически любого люминесцентного светильника, можно приобрести в магазине запасных частей. Выходное напряжение катушки индуктивности практикуется в виде ввода обратной связи.
2-й способ
Этот способ изготовления самодельного полуавтоматического аппарата годится лишь обладателям хорошего оснащения. В частности, инверторов, которые способны функционировать в режиме строго заданной вольтамперной характеристики.
Чтобы создать свой полуавтомат, понадобится:
- приобрести устройство подачи присадочного материала, в комплект которого входят все требуемые кабели и коммутационные элементы;
- подключить устройство подачи к инверторному сварочнику;
- подобрать вольтамперную характеристику для работы с определённым видом присадки.


По сути, устройство подачи является приставкой, расширяющей функционал сварочного аппарата. Подобная схема наделена высокой надёжностью, и не требует от пользователя специфических знаний. Более того, созданный полуавтомат демонстрирует предельную степень гибкости и непритязательности: быстро настраивается для функционирования с определённым видом материала и присадкой.
3-й способ
Этот способ потребует от владельца солидной подготовки.
Следует подобрать по возможности наиболее несложного донора конкретного класса.
Оптимальным будет агрегат, у которого:
- имеется на выводе токовый шунт;
- в импульсном блоке питания практикуется трансформатор электротока;
- сборка ZX-7.
Желательно выбирать агрегаты без добавочных функций контроля и возможностей для упрощения бытия сварщика. Преобразователь тока не должен иметь никакого Hot Start (горячий старт), Arcforce (форсаж электродуги).
Для изготовления личного самодельного полуавтоматического аппарата нужно будет точно выставить вольтамперные параметры взятого преобразователя тока. Также потребуется произвести настройку времени нарастания электротока.
Ремонт неисправностей сварочного инвертора
Простые поломки, возникающие из-за неправильной эксплуатации, можно устранить в домашних условиях. Стоит пошагово разобрать методики решения основных проблем.
При повышении температуры срабатывает защитный модуль — устройство перестает варить. В таком случае правильно выбирают длительность поддержания дуги.
Инвертор не включается
Работу начинают с осмотра питающего кабеля. С провода снимают защитный рукав. Каждую жилу прозванивают мультиметром. Если кабель исправен, требуется более тщательная диагностика аппарата. Иногда инвертор не включается из-за поломки вспомогательного источника питания. В таком случае обращаются к специалисту.
Сварочная дуга нестабильна
Неполадка возникает из-за некорректного выбора силы тока. Параметр необходимо выставлять в соответствии с диаметром электрода. Начинающие сварщики нередко игнорируют это правило. Если упаковка с электродами не содержит инструкции, на 1 мм расходного материала должен приходиться ток в 20-40 А.
После правильного выбора параметра дуга стабилизируется.
Не регулируется подача тока
Такая неисправность возникает при поломке регулятора, расслаблении клемм для подсоединения проводов. Необходимо освободить агрегат от защитного корпуса, оценить надежность крепления проводников. При необходимости регулятор проверяют универсальным тестером. Если деталь исправна, инвертор перестает работать из-за замыкания в трансформаторе или дросселе. Эти элементы также прозванивают мультиметром. Перемотка при наличии неисправностей выполняется в мастерской.

Повышение энергопотребления
Чрезмерный расход электричества даже при отсутствии нагрузок требует проверки одного из трансформаторов. Самостоятельный ремонт вышедших из строя деталей невозможен. Трансформатор отдают на перемотку специалисту.
Прикипание электрода
Залипание стержня наблюдается при резком снижении напряжения. Справиться с этой проблемой можно, правильно настроив оборудование. Выбрать режим сварки помогают приложенные к руководству пользователя таблицы. Напряжение, поступающее к аппарату, падает из-за подключения через удлинители с тонкими кабелями. Проблему решают подсоединением инвертора к генератору.
Преимущества и недостатки
Изготовленный своими руками аппарат может использоваться как при домашнем хозяйстве, так и в малых производствах. На первый взгляд конструкция состоит из множества элементов, схема представляется сложной к исполнению своими руками. При выполнении последовательности шагов, использовании качественных материалов, возможно добиться долгосрочной работы при малых затратах. Простой сварочный инвертор стоит на рынке достаточно дорого и не отличается повышенным качеством.

Простой инвертор своими руками
Недостатки заключаются в малом времени продолжительной службы самодельного инвертора. При больших объемах рекомендуется изготовить трехфазный инверторный аппарат своими руками, однако трудно найти источник питания такого типа.
Особенности изготовления
Для начала скажем, что самодельное устройство для сварки представляет упрощенную конструкцию с простейшими комплектующими, сборка которой по схеме будет довольно простой.

Сам по себе сварочный инверторный аппарат состоит из трех основных элементов:
- инвертор;
- энергоисточник;
- выпрямитель.
Сварочные инверторы самостоятельно собирают нечасто из-за необходимости осуществления неоднократной проверки, наличия опыта и определенных знаний. Самодельный прибор на основе трансформатора делают чаще, ведь работать он может от обычной сети, вполне подойдет для какого-то бытового ремонта.

Чтобы создать карманный сварочный прибор для сварки медных проводов либо еще чего-то, следует понимать, как он работает. Сначала требуется определить необходимую мощность подачи тока самодельной сварочной установки. Значение токовой силы будет зависеть от выбранных электродов, что будут применяться. Кстати, сварку можно сделать даже из карандаша. Если говорить точнее, то речь идет о том, что потребуется иметь один электрод, а вместо второго можно будет использовать самый обычный грифельный карандаш. Конечно, такой метод не следует использовать постоянно, но, если требуется сварить что-то очень срочно, а под рукой нет достаточного количества электродов, это будет не самое наихудшее решение.


Устройство из трехфазного трансформатора
Если ЛАТР найти невозможно, сварочный аппарат конструируют из блока питания 380/36 В. 3-фазный трансформатор используется в работе осветительных систем или электроинструментов. Допускается применение блока с одной сгоревшей обмоткой. Агрегат будет питаться от бытовой или промышленной сети. В процессе сборки выполняют следующие действия:
- Изготавливают клеммы для крепления вторичной намотки из полой трубки. Один конец делают плоским, в нем просверливают отверстие для фиксации провода.
- Заменяют расположенные в верхней части трансформатора винты с гайками М6 на болты М10.
- Изготавливают текстолитовую плату для вывода концов обмотки. В ней проделывают 10-11 отверстий, в которые вставляют винты М6. Плату устанавливают на верхнюю панель трансформатора.
- Крайние первичные намотки подключают друг к другу параллельно. Средняя подсоединяется последовательно.
Инвертор сварочный своими руками
Метод сварки металлов на сегодня насчитывает немало способов и большинство их основано на использовании электричества. Электросварка же в свою очередь, также подразделяется на несколько видов, в том числе и инверторный способ.
Последний стал популярен относительно недавно и до того, как на полках магазинов появились малогабаритные и легкие в переноске аппараты, домашняя сварка была уделом немногих. После массового внедрения сварочных инверторов оказалось, что принцип устройства и работы этого аппарата достаточно прост и при желании, собрать такой же можно самостоятельно.

Инверторный блок
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
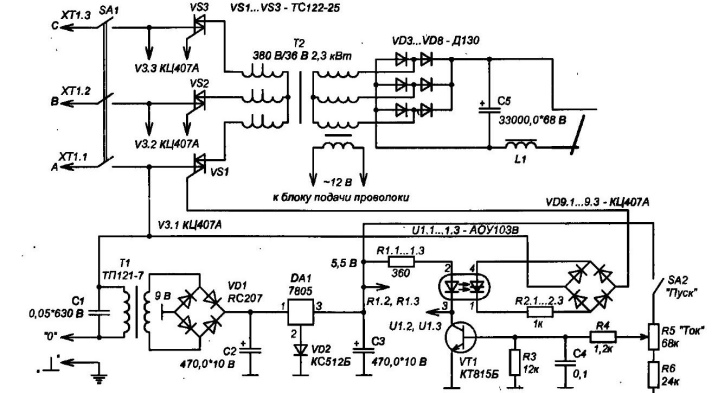
Вот схема этого блока:
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
Система охлаждения
Силовые элементы схемы самодельного сварочного инвертора сильно нагреваются в процессе работы, что может привести к их выходу из строя. Чтобы этого не произошло, кроме радиаторов, на которых монтируют наиболее нагревающиеся блоки, необходимо использовать вентиляторы, отвечающие за охлаждение.
Если у вас имеется в наличии мощный вентилятор, можно обойтись и им одним, направив поток воздуха от него на понижающий силовой трансформатор. Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него.

Мощный вентилятор обеспечит хорошее охлаждение элементов устройства
Для предотвращения перегрева самодельного сварочного инвертора следует также использовать термодатчик, установив его на самый нагревающийся радиатор. Такой датчик в случае достижения радиатором критической температуры отключит поступление электрического тока на него.
Чтобы система вентиляции инвертора работала эффективно, в его корпусе должны присутствовать правильно выполненные заборщики воздуха. Решетки таких заборщиков, через которые внутрь устройства будут поступать потоки воздуха, не должны ничем перекрываться.
Каким образом работает сварочный аппарат
Характер функционирования агрегата основывается на законе Ома. При постоянной мощности сила тока определяется напряжением. Для расплавления металла нужно 60-150 А. Если устройство питается от сети 220 В, оно будет потреблять 20-30 кВт. Для этого придется прокладывать отдельную электрическую линию, т. к. бытовая электропроводка выдерживает не более 10 кВт. Варить нужно с соблюдением особых требований техники безопасности. В нормальных условиях обеспечить это невозможно.
С учетом таких нюансов, сварочный агрегат должен повышать силу тока, понижая напряжение. Оптимальным считается значение в 60 В. Для его получения используют трансформаторы или инверторы.
Особенности работы инвертора
Сварочный инверторный аппарат — это блок питания, который применяется сейчас в компьютерах. Электрическая энергия преобразовывается в инверторе следующим образом:
- Напряжение переменное преобразуется в постоянное.
- Ток постоянной синусоиды преобразовывается в переменный с высокой частотой.
- Снижается значения напряжения.
- Ток выпрямляется с сохранением требуемой частоты.
Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Для решения данной проблемы предложили схему сварочного инвертора. Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Переменный ток передается на понижающий трансформатор после прохождения через транзисторы. В качестве трансформатора при этом используется катушка, уменьшенная в сотни раз. Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
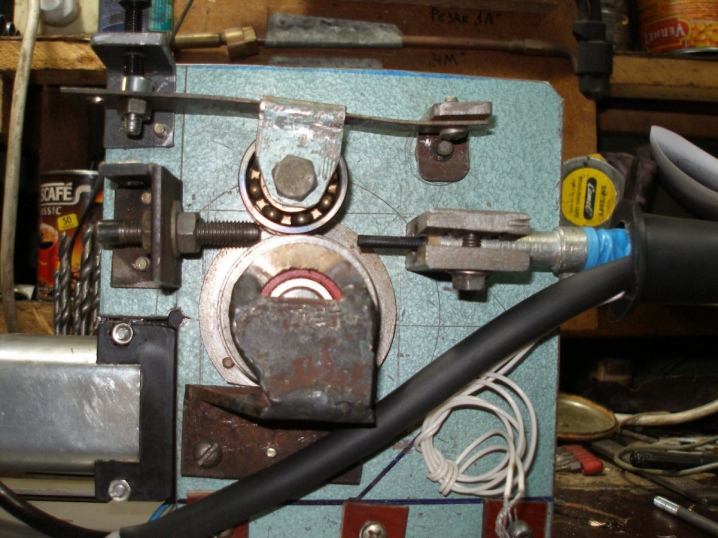
Изготовление элементов управления
Для того чтобы точечной сваркой было просто и удобно управлять необходимо изготовить корпус устройства, с помощью которого можно будет легко выполнить сваривание металлов.
Первое что необходимо сделать – это зафиксировать трансформатор. Для этой цели можно использовать толстый фанерный лист, в котором дрелью делаются отверстия под крепление трансформатора. Управление процессом точечной сварки может осуществляться как на выносном аппарате, когда трансформатор находится отдельно от корпуса и от него по проводам напряжение подаётся к контактам клещей. Такое устройство позволит выполнять сварочные работы в труднодоступных местах и на крупногабаритных объектах.
Существенным недостатком выносного аппарата является необходимость в использовании достаточно длинного кабеля, при прохождении по которому электрический ток будет существенно снижен за счёт нагрева проводника в момент сваривания металла. Также к минусам выносного устройства относится невозможность использовать клещей с длинным рычагом, поэтому усилие при контакте будет незначительным, что не может не отразиться на качестве сварки.
Изготовить клещи можно самостоятельно при наличии инверторного сварочного аппарата. Для изготовления клещей потребуется найти 2 большие шайбы-прокладки толщиной не менее 8 мм и диаметром – 50 мм. При отсутствии подходящих деталей их можно самостоятельно изготовить на токарном станке. Если шайбы изготавливаются своими руками, то в середине каждой из них потребуется сделать отверстие диаметром 20 мм.
Следующим этапом самостоятельного изготовления клещей является вырезание из толстого эбонитового стержня изоляции.
Стержень желательно подобрать таким образом, чтобы его диаметр совпадал с внешним диаметром металлических шайб. Серединная изоляция изготавливается следующим образом.
- От эбонитового стержня отрезается кусок длиной 30 мм.
- Эбонитовая шайба надёжно фиксируется в сверлильном станке и ровно посередине делается сквозное отверстие диаметром 8 мм.
- На токарном станке с обеих сторон эбонитовой шайбы снимается материал до диаметра 20 мм. Удаление материала следует производить на расстояние равное толщине металлической шайбы.








