Способы нарезки резьбы
Содержание:
- Что такое резьба и для чего она нужна
- Какая бывает резьба?
- Нарезание наружной резьбы плашкой
- Как нарезать резьбу
- Материалы
- Нарезание резьбы на токарных станках
- Классификация метчиков и их сфера применения
- Как выбрать
- От чего зависит качество резьбы
- Правила нарезки
- Создание резьбы с помощью резца
- Удаление сломанного инструмента
- Правила нарезания внутренней резьбы метчиком
- Плашки и приспособления для работы с ними
- Пошаговая инструкция к нарезанию резьбы при помощи плашки
Что такое резьба и для чего она нужна
Резьба – это одна из самых популярных разновидностей крепления деталей или монтажа конструкций. Ее используют, чтобы соединить между собой несколько деталей, например, труб, в одну конструкцию. Для этого на их боковой или внутренней части вырезаются канавки, которые имеют определенную форму, угол наклона и расстояние между углублениями (шаг витка).
Также насечка может быть на соединительных деталях, например, кранах или тройниках. С помощью этого метода монтажа можно делать разборные или неразъемные конструкции, такие как водопровод, канализация и другие виды систем из труб. Нарезать резьбу можно только на круглых или конических деталях, так как для других поверхностей это будет неудобно и не практично.
Самый распространенный вариант профиля резьбы – это треугольный. Он очень простой и доступный, но не подходит для частого разбора системы. В случае, если нужно часто разъединять трубы или другие детали используется круглый профиль. Чаще всего его используют в сантехнике. Другие виды профилей используются в кинематических системах (например, трансмиссиях), но не применяются в сантехнике.
Разновидность кинематической нарезкиИсточник findpatent.ru
Какая бывает резьба?
У всякой резьбы есть множество значимых и учитываемых при эксплуатации детали параметров. В зависимости от заданных характеристик она бывает нескольких типов:
| Классификация | Разновидности |
| По способу измерения диаметра | Метрическая |
| Дюймовая | |
| По количеству заходов ниток | Однозаходная |
| Двухзаходная | |
| Трехзаходная | |
| По форме профиля | Круглая |
| Треугольная | |
| Прямоугольная | |
| Трапецеидальная | |
| По форме поверхности | Цилиндрическая |
| Коническая | |
| По направлению подъема витков | Правая |
| Левая | |
| По размещению | Внутренняя |
| Наружная | |
| По назначению | Крепежная |
| Крепежно-уплотнительная | |
| Ходовая |
Чтобы понять, о каком конкретно типе резьбы идет речь, принято использовать условные обозначения. Так, говоря о форме профиля и поверхности, прибегают к аббревиатурам: E – для круглой, Tr – для трапецеидальной, J – для цилиндрической и K – для конической. При указании диаметра отверстия или детали обязательно указывают единицы исчисления (например, маркировка «М8» буквально означает «8 мм в метрической системе»).
Определившись с параметрами резьбы, нужно подобрать подходящий инструмент для ее нанесения. Если деталь изготавливается вручную, есть два способа ее нарезать: внутреннюю резьбу высверливают с помощью метчика, наружную наносят плашкой.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
|
Номинальный диаметр резьбы, мм |
Шаг, P |
Диаметр стержня, мм |
|
|
номинальный |
минимальный |
||
|
5 |
0,8 |
4,92 |
4,82 |
|
6 |
1 |
5,89 |
5,79 |
|
8 |
1,25 |
7,87 |
7,76 |
|
10 |
1,5 |
9,85 |
9,73 |
|
12 |
1,75 |
11,83 |
11,7 |
|
14 |
2 |
13,8 |
13,67 |
|
16 |
2 |
15,8 |
15,67 |
|
18 |
2,5 |
17,8 |
17,62 |
|
20 |
2,5 |
19,8 |
19,62 |
|
22 |
2,5 |
21,8 |
21,62 |
|
24 |
3 |
23,79 |
23,57 |
|
27 |
3 |
26,79 |
26,57 |
|
30 |
3,5 |
29,79 |
29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.
 Инструмент для нарезки резьбы
Инструмент для нарезки резьбы
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 140.
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
Материалы
Для изготовления режущей части служат:
- быстрорежущие стали;
- твёрдые сплавы;
- минералокерамика;
- сверхтвердые инструментальные материалы (СТМ).
Первые применяются для резьбонарезания сталей, сплавов цветных металлов, пластиков. Отличаются высокой прочностью, теплопроводностью, но пониженной, по сравнению с остальными, твердостью, красностойкостью, износостойкостью, ограничивающими скорость резания.
Наибольшую долю применяемых резьбовых резцов составляют оснащенные твёрдосплавными пластинами. Обусловлено это высокой стойкостью, твердостью, достаточной прочностью и жесткостью, приемлемой стоимостью. Производительность обработки выше, чем рапидом, в 2-3 раза. Широкая номенклатура позволяет подобрать оптимальную марку для обработки в большинстве случаев.
Керамика относительно дешевая, довольно хрупкая, используется для обработки резьбы мелкого шага стальных и чугунных деталей, при жесткой системе СПИД, с ограниченными съемами припуска за проход.
СТМ на основе поликристаллического алмаза (ПКА) или кубического нитрида бора (КНБ) чрезвычайно твердые, теплостойкие, но дорогостоящие. Незаменимы для точных работ по труднообрабатываемым материалам. ПКА используют для нарезания меди, алюминия, карбида вольфрама. КНБ работают по закаленным сталям, упрочненным чугунам. Успешное применение требует высокой жесткости и плавности хода оборудования.
Нарезание резьбы на токарных станках
Нарезание резьбы — обширная тема в металлообработке с использованием токарных станков. Эта технология применяется больше чем в 40% работ. От качества резьб зависит прочность соединения разъёмных элементов конструкций или механизмов. Подробнее об этом в статье.
Методы получения резьб
Резьбовые соединения используются в машиностроении и строительстве. Применение метизов с резьбой позволяет соединять детали механизмов и конструктивные элементы при строительстве посредством использования болтов, гаек, винтов, шпилек. Изделия с резьбой предназначены и для передачи усилий или движения в механизмах типа домкрат, редуктор, пресс, станок.
Домкраты и ходовые винты изготавливают с трапецеидальной резьбой.
Существуют следующие способы изготовления резьб:
- вручную (метчиком или плашкой);
- на станках: токарно-винторезном (мод. 16К20);
- резьбонакатных с применением роликов и плоских плашек;
- фрезерных (мод. РТС 161Ф4) для получения резьб с большой величиной шага;
- шлифовальных с использованием кругов с заданным профилем для изготовления мелких и точных резьб;
- винторезных (мод. 1622);
- для нарезки резьб на гайках (мод. 2064);
- обеспечивающих вихревое нарезание резьб с использованием многорезцовых головок.
Вихревое резание обеспечивается 4 резцами, расположенными во вращающейся головке, от своего двигателя. Это приспособление закрепляют на суппорте токарного станка. За счёт поочередного врезания резцов обеспечивается высокая скорость обработки, так как резцы нагреваются незначительно. Этим же обеспечивается меньшая шероховатость получаемой резьбовой поверхности и повышенная точность профиля.
Резьба — это винтовая линия, образуемая на поверхности тела вращения вершиной выступа определенной формы. Расстояние между близлежащими выступами равно шагу резьбы. Форма выступа зависит от её вида. Между двумя соседствующими выступами находится впадина.

Виды резьбовых признаков:
- Направление винтовой линии:
- правая (подъём её происходит слева направо, а завинчивание болта осуществляют по движению часовой стрелки);
- левая (завинчивание происходит против движения часовой стрелки).
- Формы выступа в виде:
- треугольника,
- трапеции,
- неравнобочной трапеции,
- прямоугольника,
- полукруга.
- Внешней поверхности детали (цилиндрической или конусной).
- Расположения на детали (внутренней или наружной).
- Число заходов (один, два, три);
- Назначение (крепежная и ходовая).
Резьбу подразделяют на виды:
- с углом профиля: 60⁰ (метрическая, коническая дюймовая);
- 55⁰ (трубная цилиндрическая, трубная коническая);
упорную;
круглую;
трапецеидальной формы (угол 30⁰).
Трапецеидальной резьбе присуща большая прочность, чем прямоугольной, при меньшей трудоемкости изготовления. Назначение трапецеидальной резьбы — преобразование вращательного движения в поступательное.
Классификация метчиков и их сфера применения
Для нарезания резьбы на протяжении достаточно длительного периода использовали токарные или сверлильные станки. Они предназначены для вращения заготовки или инструмента. Рабочим инструментом практически во всех случаях становится метчик.
Классификация подобного инструмента проводится по ряду различных признаков:
- По способу приведения во вращение выделяют машинные или машинно-ручные метчики. Особенностью машинно-ручной разновидности инструмента можно назвать наличие квадратного хвостовика, который подходит для державки с двумя ручками. За счет подобной державки можно повернуть инструмент и нарезать резьбу. Что касается машинной разновидности рассматриваемого инструмента, то он устанавливается в патроне различных станков, может иметь хвостовик самых различных форм и размеров.
- Выделяют универсальные и комплектные метчики — по признаку, связанному с особенностями применения. Универсальный вариант исполнения имеет рабочую часть, которая разделена на несколько участков. Они отличаются друг от друга геометрической формой, первый предназначен для черновой обработки, второй и последующий — для доведения поверхности до подходящего состояния. Комплектный вариант рассчитан на поэтапное использование нескольких метчиков. Как правило, комплект для нарезания резьбы в обычном металле представлен тремя инструментами, для обработки твердых сплавов — пятью.
- Проводится классификация метчиков по признаку того, какого типа отверстие обрабатывается: глухое или сквозное. Для работы со сквозными отверстиями используется инструмент с удлиненным конусным наконечником, который является продолжением рабочей части. Подобного рода форму зачастую имеют метчики универсального предназначения. Если нужно провести нарезание резьбы в глухом отверстии, то применяется инструмент, который имеет срезанный наконечник, напоминающий фрезу. За счет подобной формы можно проводить нарезание резьбы на всю длину отверстия.
- Инструмент для нарезания резьбы также классифицируется по виду рабочей поверхности. Примером можно назвать винтовые, прямые или укороченные канавки. В продаже можно встретить вариант исполнения, который также имеет и комбинированную поверхность. Подходит он для обработки металлов с низким показателем твердости. Для твердых сплавов применяется инструмент с режущими элементами, которые расположены в шахматном порядке.
Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Как выбрать

Какой лучше купить, зависит от многих факторов. Самые хорошие возглавляют рейтинг качественных товаров. Однако, бюджетными их назвать сложно. Они отвечают установленным на законодательном уровне нормам. Производители гарантируют качественность продукции, осуществляя контроль на всех этапах производства.
Отечественный рынок переполнен продукцией как российского, так и зарубежного исполнения, отличающейся функцией, материалом изготовления, комплектацией, диаметром резьбы. Какой фирмы лучше, каждый определяет для себя сам. Но стоит отметить, что импортные популярные модели более качественные. Желательно предварительно проконсультироваться со специалистом. Приобретать самый дешевый вариант в непроверенной торговой точке – не самое правильное решение. Товар может оказаться некачественным и при ремонте вам ничем не поможет.
Профессиональные мастера советуют приобретать продукцию, в наборе с которыми продаются сменные резцы. Если функция смены элементов отсутствует, то вскоре придется покупать новый инструмент
При выборе клуппа для нарезания стоит принять во внимание материал заготовки и материал, который использовался для изготовления резцов. Если провести обзор отзывов пользователей данного вида продукции, то можно сделать вывод, что самым подходящим вариантом будет легированная сталь
От чего зависит качество резьбы
Для того, чтобы точно выполнить работу, важно не только правильное использование резца, но и выполнение других правил
Важно обращать внимание на следующее:
Точность соответствия диаметра заготовки заявленному. Если он чуть больше или меньше, то точность выполнения работы будет ниже
Если у детали диаметр является переменным, то это отразится на результате.
Важно следить за состоянием режущего инструмента. Если он затуплен, используется при слишком большой скорости, то это может стать причиной повреждения резьбовой части заготовки.
При работе должна использоваться определённая смазка
Она не является универсальной. Неверный выбор ведёт к созданию рваной поверхности.
Для того, чтобы выполнить работу качественно, необходимо сделать следующее:
-
Выбрать подходящий метод работы.
-
Подобрать подходящий инструмент.
-
Правильно выбрать режим резания.
-
Контролировать заточку с помощью шаблона.
После создания первых деталей при необходимости провести настройку оборудования.
Правила нарезки
Качество профиля зависит от множества факторов:
- Погрешности заготовки. Занижение или завышение диаметра стержня и отверстия соответственно причина неполной высоты витков. Разновысотность по длине – следствие конусности исходной поверхности.
- Рваная поверхность получается при затупившемся инструменте, высокой скорости, неверно выбранной смазке.
- Усадка гайки по среднему диаметру характерна при аналогичном износе метчика.
- Растяжка витков происходит от подтормаживания самовыдвижной оправки.
- Разбивка гайки по среднему диаметру возможна от большого переднего угла, способствующего отжиму перьев метчика.
Во избежание указанного необходимо:
- Грамотно выбрать оснастку и методику нарезания.
- Подготовить заготовку согласно технологической документации или указаний справочных таблиц.
- Правильно подобрать режимы резания и СОЖ.
- Настроить станок на обработку, при необходимости рассчитать и собрать гитару.
- Заточку, установку резца контролировать по шаблону.
- Проверить первые готовые детали, произвести поднастройку, периодически повторять контроль в дальнейшем.
- Следить за исправностью приспособлений, своевременно подтачивать инструменты.
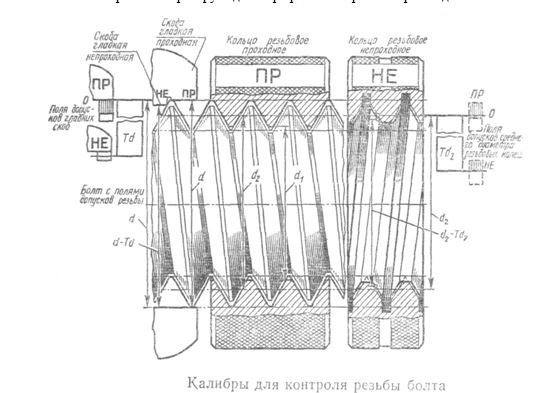
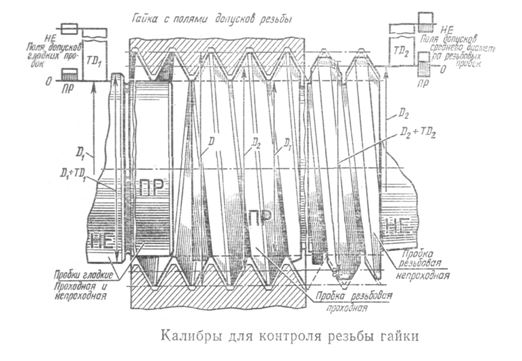
Контроль качества резьбы
Обеспечение требуемых служебных характеристик соединения определяется соответствием действительных значений: наружного, внутреннего, среднего диаметров, половины угла профиля, шага. Проверки выполняются: - Калибрами. Контролируют диаметры резьбы в серийном производстве.
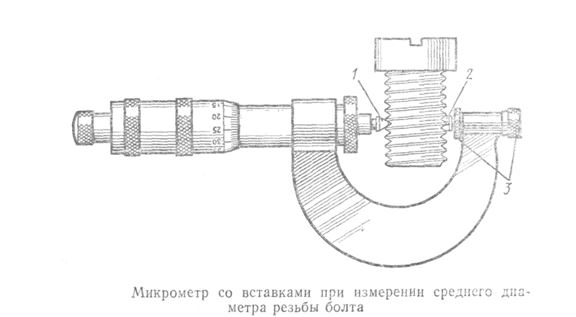
Шагомерами (резьбовыми шаблонами), микрометрами со сменными вставками. Первыми проверяют на просвет P и α/2, вторые комплектуются набором сменных вставок под разные номиналы, предназначены для замера среднего диаметра болтов. Применяются в мелкосерийных цехах, измерения не точные.
Точное измерение среднего диаметра винта выполняют, используя три проволочки, микрометр или оптиметр. Погрешность последнего до 2 мкм.
Особо ответственные детали проверяют с помощью инструментальных микроскопов, позволяющих надежно определять диаметры, шаг, углы.
Создание резьбы с помощью резца
Для нарезки на токарном станке применяются специальные резцы. Они бывают следующих видов:
-
призматические;
-
дисковые;
-
стержневые.
Их характеристики должны соответствовать ГОСТу 18876-73. Верхняя часть резца, которая непосредственно соприкасается с обрабатываемым металлом, должна в точности по своей форме соответствовать создаваемой канавке.
С помощью призматических и стержневых прорезают внешнюю резьбу. Существуют дисковые, предназначенные как для внешней, так и для внутренней резьбы. На токарном станке применяются многопрофильные резцы, которые сразу прорезают несколько канавок.
На стержневых устанавливаются резцы из твёрдых сплавов. Они долго сохраняют остроту и практически не нуждаются в проведении заточки. Если они теряют остроту, обычно производят замену режущей части. Призматические отличаются от стержневых тем, что они контактируют с металлом на значительной поверхности. При работе они быстро теряют остроту и нуждаются в периодической заточке.
Резцы могут иметь конструктивные отличия. Они могут относиться к следующим типам:
-
прямые;
-
изогнутые;
-
отогнутые;
-
оттянутые.
Прямая форма на токарном станке используется редко. Чаще всего для нарезания резьбы применяют изогнутые резцы.
-
Сделанные из легированной быстрорежущей стали.
-
Использующие напаянные твёрдосплавные пластины.
-
Возможно использование сменных многогранных пластин. После того, как режущая часть стачивается, может быть использована другая рабочая грань резца.
-
Существуют резцы, для изготовления которых применяется металлокерамика.
В первом случае обычно обрабатывают детали из стали, пластикатаке или цветных металлов. Резцы характеризуются особенно высокой прочностью и большой теплопроводностью. Однако они имеют такие недостатки: слабую износостойкость, недостаточно высокую твёрдость. Эти качества ограничивают скорость обработки деталей при создании резьбы на станке.
Резцы с твёрдосплавными режущими пластинами применяются наиболее часто. Они известны высокой твёрдости и длительным сроком работы без необходимости выполнения заточки. По сравнению с резцами из быстрорежущей стали максимальная скорость работы у них выше в 2-3 раза. Такие резцы выпускаются в широкой номенклатуре, позволяя легко выбрать подходящий для конкретной работы.
Резцы из керамометалла являются более дешёвыми. Основным их недостатком является хрупкость. Их основное применение состоит в создании мелкой резьбы на заготовках из стали и чугуна.
Резцы с режущей частью из поликристаллических алмазов или кубического нитрида бора являются высокопрочными. Их применяют для точной нарезки резьбы на заготовках из высокопрочных деталей. Основным недостатком таких инструментов является высокая стоимость. В первом случае такой инструмент применяют для обработки деталей из алюминия, меди или карбида вольфрама. Во втором — работают таким резцом на заготовках из упрочнённого чугуна или закалённой стали.
При работе резцом необходимо принимать во внимание следующие особенности:
Важное значение имеет выбор переднего угла. Его величина зависит от твёрдости обрабатываемого материала
Величина находится в пределах от 0 до 25 градусов от перпендикуляра к обрабатываемой поверхности. Для обычной стали выбирают нулевой угол, а для высоколегированной обычно требуется 5-10 градусов. Его величина зависит не только от твёрдости, но и от вязкости обрабатываемого материала.
При выборе подходящего резца важно учитывать, что форма режущей кромки должна точно соответствовать профилю резьбы.
Задние боковые углы должны быть достаточно узкими для того, чтобы не воздействовать на сделанную резцом канавку. При этом с обеих сторон они должны быть одинаковыми.
Для того, чтобы сделать нарезание внутренней резьбы, деталь предварительно сверлят и растачивают.
Выполнение нарезки происходит с высокой скоростью. Работу можно также производить на станке с ЧПУ.
Удаление сломанного инструмента
Даже слесари с многолетним опытом в силу разных причин иногда ломают метчики при нарезании внутренних резьб ручным способом. Вопрос в том, как извлечь обломок изделия, ведь не всегда проблему можно решить проделыванием другого отверстия. Если обломок хоть немного торчит над поверхностью, стоит попробовать захватить его пассатижами или губками ручных тисков и попытаться вывернуть естественным образом. Как правило, это дает успешный результат.
Когда обломок рабочей части полностью сидит в отверстии, нужны кардинальные меры. Одна из них — попробовать вывернуть его оттуда сверлом левого вращения, работая дрелью на самых низких оборотах. Ничего не выходит? Придется отыскать сверло с твердосплавным наконечником или алмазом и просто высверлить застрявший кусок инструмента.
Отломанную рабочую часть метчика подчас бывает очень трудно извлечь, поэтому к выполнению работы надо отнестись скрупулезно, особенно при недостатке опыта. Пользуйтесь хорошо заточенным инструментом, соблюдайте все предложенные выше рекомендации, и вы 100% получите результат в виде надежного резьбового соединения.
Правила нарезания внутренней резьбы метчиком
При
ручной нарезке резьбы инструмент
вставляют в отверстие вертикально (без
перекоса). Вороток вращают в нужном
направлении (для правой резьбы по часовой
стрелке) не все время, а периодически
делают 1–2 оборота в обратную сторону.
При
таком вращательно-возвратном движении
метчика срезаемая стружка ломается,
становится короткой (дробленой) и легче
удаляется из рабочей зоны, а процесс
формирования резьбы значительно
облегчается. По окончании нарезания
инструмент вывертывают вращением
воротка в противоположную сторону,
затем его прогоняют по готовой резьбе
насквозь или до упора для глухих
отверстий. Необходимо также придерживаться
следующих правил:
При
формировании резьбы в вязких и мягких
металлах (алюминий, медь, баббиты и
другие), а также в глубоких отверстиях
инструмент следует периодически
выкручивать из отверстия для очистки
канавок от стружки.
При
использовании комплекта метчиков
необходимо применение всех инструментов
набора. Нарезание сразу чистовым
метчиком или средним, а затем чистовым
без прохода черновым не ускоряет, а
только замедляет и затрудняет процесс
нарезания. Кроме того, резьба при этом
получается некачественной, а инструмент
может сломаться. Чистовой и средний
метчики вкручивают в отверстие вручную
(без воротка) до тех пор, пока инструмент
не пойдет по резьбе правильно, и только
после этого устанавливают вороток и
продолжают работу.
В
процессе нарезания требуется
тщательно следить за правильностью
врезки инструмента, чтобы не было его
перекоса. Для этого необходимо через
каждые вновь нарезанные 2–3 нитки
стружки проверять положение метчика
относительно верхней плоскости детали
с помощью угольника
Особенно осторожно
следует работать с глухими и мелкими
отверстиями
Конструкция
метчика
Метчик
(рис. 1) представляет собой закаленный
винт, на котором прорезано несколько
прямых или винтовых канавок, образующих
режущие кромки инструмента. Канавки
также обеспечивают размещение стружки,
образующейся при резании стружка
может выводиться из зоны резания.
Метчик
состоит из двух частей
— рабочей и хвостовика, на конце которого
выполнен квадрат (у ручных метчиков).
Рабочая часть метчика включает в себя:
режущую (заборную) часть, которая
обеспечивает удаление основной части
припуска на обработку; калибрующую
часть, осуществляющую окончательную
обработку резьбы; стружечные канавки;
перья (витки резьбы, разделенные
стружечными канавками) и сердцевину,
обеспечивающую метчику достаточную
для обработки прочность и жесткость.
Хвостовая часть метчика служит для
закрепления его в воротке, которым
производятся рабочие и холостые
перемещения метчика.
Рабочую
часть метчика изготавливают
из инструментальных углеродистых сталей
марок У11, У11А, быстрорежущей стали или
твердого сплава. Выбор материала рабочей
части зависит от физико-механических
свойств обрабатываемой заготовки. У
цельных метчиков материал хвостовой
части тот же, а у метчиков, состоящих из
двух частей, соединяемых сваркой,
хвостовую часть изготавливают из
конструкционной стали марок 45 и 40Х:
Число стружечных канавок, выполненных
на метчике, зависит от его диаметра (три
канавки дтя метчиков диаметром до 20 мм
и четыре — для метчиков диаметром свыше
20 мм).
Основную
работу при нарезании резьбы выполняют
режущие кромки, образованные пересечением
передних поверхностей канавки с задними
(затылованчыми, выполненными по
архимедовой спирали) поверхностями
рабочей части. Затылование задней
поверхности режущих зубьев позволяет
сохранить постоянным их профиль после
переточки, которая осуществляется
централизованно в заточных цехах.
Как
правило, метчики изготовляют с прямыми
канавками, однако для улучшения условий
резания и получения точных и чистых
резьб применяют метчики с винтовыми
канавками. Угол наклона такой канавки
к оси метчика составляет 8… 15°. Для
получения точных и чистых резьбовых
поверхностей в сквозных отверстиях при
обработке мягких и вязких материалов
используют бесканавочные метчики.
Рис.
1 Метчик:
а
– конструкция: 1
– нитка(виток); 2 – квадрат; 3 – хвостик;
4 – канавка; 5 – режущее перо;б
– геометрические параметры: 1
– передняя поверхность; 2 – режущая
кромка; 3 – затылованная поверхность;
4 – задняя поверхность; 5 – режущее перо;
α – задний угол; β – угол резания;δ
– угол заострения;
γ – передний угол;в – с
винтовой стружечной канавкой: 1
– канавка; г — нарезание глухой резьбы;
ω – угол наклона винтовой канавки.
Плашки и приспособления для работы с ними
Для нарезания наружной резьбы применяется приспособление, называемое плашкой. Она похожа на круглую или шестигранную гайку из быстрорежущей или углеродистой стали, закаленной до твердости 63 — 66 HRc. Первый вариант такого приспособления требует особой державки, шестигранная может быть использована с обычным гаечным ключом. Однако начинать нарезание резьбы шестигранной плашкой все равно лучше с клуппом, поскольку он обеспечивает лучшие условия для управления плашкой в момент захода на резьбу, позволяя точнее выставлять плоскость плашки перпендикулярно оси заготовки. Затем, когда заход выполнен, лучше использовать гаечный ключ, поскольку шестигранный профиль лучше работает под большой нагрузкой.
В плашке вокруг центрального резьбового отверстия прорезаны от трех до пяти сквозных продольных отверстий, смещенных на одинаковые расстояния от центра приспособления. Образующие этих отверстий и резьба плашки в местах их пересечения создают режущие кромки. Они также служат и для отвода стружки, образующейся при работе. С двух сторон плашки на режущих кромках размещены фаски на глубину 1,5 — 2-х ниток резьбы, которые именуются заборными частями. На боковых образующих плашки сделаны три или четыре выемки (с шагом угла 120° или 90°) для стопорных винтов, закрепляющих приспособление во время работы. На лицевой поверхности плашки обычно нанесены цифры, обозначающие размер резьбы, которую нарезает данная плашка.
Практически все круглые плашки имеют по боковой образующей выемку с сечением в форме трапеции на достаточно большую глубину .По достижении заметного износа плашка может быть разрезана вдоль этой выемки и затем ее можно использовать как разрезную плашку ,скомпенсировав тем самым ее износ. Следует только помнить, что жесткость разрезанной плашки существенно ниже и точность соблюдения форморазмеров резьбы при этом заметно падает.
В разрезной плашке боковая прорезь шириной 0,5-1,5 мм предусмотрена изначально. Она позволяет в небольших пределах (0,1-0,25 мм) регулировать диаметр резьбы по режущей кромке и тем компенсировать износ режущей кромки или повышенную твердость обрабатываемого материала. Ранее такие плашки широко применялись в промышленности, однако сейчас они уже полностью вышли из употребления. Предлагаются плашки с регулировочным коническим винтом, которые занимают промежуточное положение между обычными круглыми и разрезными плашками. В такой плашке разрез по ее стенке сделан приблизительно на две трети высоты и заканчивается резьбовым коническим отверстием, в которое вворачивается конический же винт, служащий для точной регулировки диаметра плашки по резьбе. Такая регулировка позволяет компенсировать как разную твердость материала заготовки, так и износ плашки. При этом жесткость плашки падает ненамного и конструкция с коническим регулировочным винтом как бы сочетает преимущества цельной и разрезной плашки.
Пошаговая инструкция к нарезанию резьбы при помощи плашки
Наиболее распространенным можно назвать плашку самых различных видов. Он входит в число необходимых инструментов для нарезания витков. Среди его особенностей отметим нижеприведенные моменты:
- Плашка выглядит как гайка, изготавливаемая из закаленной стали. С торцевых сторон распроложены отверстия, выполненные в виде цветка. Для обеспечения механической обработки грани представлены острыми режущими кромками. За счет лепестковой формы обеспечивается отведение стружки от зоны резания.
- В корпусе есть отверстия, предназначенные для установки рукоятки. Расположены они по боковым сторонам, за счет чего обеспечивается равномерное воздействие.
Плашка получила большое распространение по причине того, что довольно проста в применении. Рекомендации по ее применению выглядят выглядит следующим образом:
- На момент обработки труба должна быть вертикально расположенной. При этом она фиксируется при помощи тисков.
- Рекомендуется провести очистку поверхности, а также создание фаски.
- На трубу следует нанести масло, которое упростит ход плашки по трубе.
- Стоит учитывать, что плашка должна быть расположена строго вертикально. Даже при отклонении всего на 10 градусов приведет к снижению качества получаемых витков.
- Рукоятку следует вращать по часовой стрелке.
- Для того чтобы повысить качество получаемой поверхности следует после двух витков делать один обратный, за счет чего обеспечивается отвод остатков металла от режущей части.
Нарезание резьбы плашкой
Во время проведения работы следует периодически смазывать рабочую часть и трубу маслом. Смазывающиеся вещества делают процесс резания более простым и плавным.








