Колумбик
Содержание:
- Устройство, характеристики и свойства
- Ответы@Mail.Ru: Кто изобрёл штангинциркуль?
- Штангенциркуль или колумбик?
- Как пользоваться штангенциркулем.
- Основные виды
- Как выбрать электронный штангенциркуль
- Как пользоваться штангенциркулем.
- Как пользоваться штангенциркулем.
- Как правильно пользоваться штангенциркулем
- Как снять показания с помощью штангенциркуля
- Как работать?
Устройство, характеристики и свойства
Если подключить фантазию, то внешне штангель выглядит, как симбиоз молотка и линейки.

Состоит классический инструмент из следующих элементов:
- Штанга с размеченной шкалой. Максимальная величина измерений зависит от длины штанги.
- Измерительная рамка – подвижная часть штангеля, способная перемещаться вдоль штанги. На ней нанесена шкала нониуса, позволяющая определять доли миллиметра. Внутри рамки установлена пружина с фиксирующим винтом, прижимающая ее к штанге, что снижает погрешность измерений, которая способна повысится в следствии перекоса подвижной части относительно неподвижной. Вместо нониуса может быть установлена циферблатная шкала или небольшой цифровой дисплей, что зависит от модели штангенциркуля.
- Неподвижная губка – конструктивно является частью штанги или жестко на ней закреплена, и находится с одной стороны инструмента. Рабочей зоной является внутренняя грань стационарной губки, во время измерений ее плотно прикладывают к измеряемому объекту.
- Подвижная губка – конструктивно является частью рамки или жестко на ней закреплена. Рабочая часть также внутренняя, а сама деталь расположена ровно напротив неподвижной губки таким образом, что при сдвигании рамки грани обеих губок соприкасаются. В этом положении нулевые параметры шкал штанги и нониуса должны совпадать.
- Выдвижная планка – конструктивная часть измерительной рамки, ее назначение для замера глубины в объектах.
Рассмотренная конструкция, имеющая односторонние губки, позволяет определять лишь внешние размеры объектов.
Для внутренних замеров потребуется штангенциркуль с двусторонним размещением губок.

Вторые имеют, как правило, меньшие размеры, расположены аналогично первым, но с противоположной стороны штанги, а рабочими являются внешние грани.
Материал
Металлический штангенциркуль изготавливают преимущественно из углеродистой и нержавеющей стали, низколегированных инструментальных сталей 9ХС, ХВГ.
Нержавеющий инструмент — классика, однако, в производстве современных штангелей используют и композит, например, на основе углеродного волокна и полимерных смол.
Размеры
Типовые размеры классических штангенциркулей:
- Длина губок для выполнения наружных замеров: 35 – 300 мм.
- Длина губок для выполнения внутренних замеров: 6 – 22 мм.
- Измерительный диапазон – до 2 м.
- Длина нониуса: 9 – 39 мм.
- Вес (зависит от материала и размеров): 0,2 – 8,9 кг.
Модели с диапазоном измерений до 5000 мм могут весить более 35 кг.
Следующие действующие ГОСТы регулируют как поверку, так и производство штангенциркулей:
- ГОСТ 166-89 – определяет технические условия
- ГОСТ 8.113-85 – определяет порядок поверки
Точность
Нониусный штангенциркуль характеризуется несколькими классами точности:
- класс – погрешность составляет 0,05 мм (двадцатая часть миллиметра)
- класс – погрешность составляет 0,1 мм (десятая часть миллиметра)
Для высокоточных замеров применяется совершенно другой инструмент – микрометр.
Чтобы наглядно показать, на что влияет класс точности, достаточно предположить, что необходимо определить диаметр нескольких сверл без маркировки.
Штангель второго класса точности позволит найти сверла диаметром 6,7 или 6,8 мм, а первого класса еще и 6,75 мм.
Для электронных инструментов погрешность может достигать 0,01 мм.

Поверка
В процессе работы штангенциркулем может наблюдаться нарушение его настроек, различные деформации отдельных элементов, банальный износ.
Все это влияет на точность проводимых измерений, которые, к тому же, способна исказить налипшая грязь, смазка, металлические опилки, покрывающие инструмент намагниченным слоем.
Каждому владельцу штангеля необходимо бережно обращаться с ним, и содержать инструмент в чистоте.
Дабы избежать различных искажений результатов измерений, выполняется ежегодная поверка инструмента.
Для этого достаточно обратится в специализированный сервисный центр по настройке и ремонту.
По результатам поверки выдается соответствующее свидетельство.

В домашних условиях выполнить простейшую проверку правильности показаний можно, если свести до упора губки штангенциркуля.
В этом случае нулевые штрихи должны совпадать.
Здравствуйте! Сегодня мы поговорим с вами про измерение деталей штангенциркулем или как многие его называют «колумбиком». К стати говоря а вы знаете почему штангенциркуль называют колумбиком. НЕТ? Тогда читайте мою статью и все станет понятно 🙂
p, blockquote 1,0,0,0,0 –>
p, blockquote 2,0,0,0,0 –>
p, blockquote 3,0,0,0,0 –>
Ответы@Mail.Ru: Кто изобрёл штангинциркуль?
ЯЯ Фольксваген!
Извращенец какой-то! ))
Предположу, что Леонардо Да Винчи. В годы своей жизни
<a rel=»nofollow» href=»http://ru.wikipedia.org/wiki/Нониус» target=»_blank»>http://ru.wikipedia.org/wiki/%D0%9D%D0%BE%D0%BD%D0%B8%D1%83%D1%81</a> ищи там
Имя изобретателя штангенциркуля утеряно в веках. <br>Известно, что штангенциркуль использовался уже в начале XVII века. <br>А вот имя изобретателя дополнительной шкалы «нониус», позволившей повысить точность измерений в 10-20 раз, известно — это португальский учёный и изобретатель П.Нуньес (P.Nonius)<br>
Высший разум)))
Штангамен и учитель черчения!!!
— универсальный инструмент, предназначенный для измерений с высокой точностью: наружных и внутренних размеров а также глубин отверстий.<br><br>Штангенциркуль — самый популярный инструмент измерения длины во всем мире. Благодаря простой конструкции, удобству в обращении и быстроте в работе, они — самые любимые в прецизионном измерении.<br>Деревянные штангенциркули использовались уже в начале XVII века. Первые настоящие штангенциркули с нониусом появились только в конце XVIII века в Лондоне<br>штангенциркуля ШЦ-I :<br><br>штанга <br>подвижная рамка <br>шкала штанги <br>губки для внутренних измерений <br>губки для наружных измерений <br>линейка глубиномера <br>нониус <br>винт для зажима рамки <br><br><img src=»https://foto.mail.ru/mail/portnaia/199/i-208.jpg» >
Штангенциркуль или колумбик?
Многие из вас на производстве при измерении деталей столкнулись наверное с самым (по моему) популярным видом измерительного инструмента — штангенциркулем или как часто его называют бывалые работники колумбик. Честно я вам скажу когда я пришел на завод в 2004 году я часто слышал как его так называют да и сам стал произносить это название, чтобы не выглядеть неучем среди опытных коллег ИТР 🙂 .
p, blockquote 4,0,0,0,0 –>
Шли годы и так ни кто и не спросил — А ПОЧЕМУ КОЛУМБИК.
p, blockquote 5,0,0,0,0 –>
Мне стало интересно узнать про чудное даже немного заморское название штангенциркуля и вот, что я выяснил, оказывается штангенциркуль стал называться колумбиком потому, что в советское время основным поставщиком данного мерителя была американская фирма COLUMBUS вот название и прилипло :).
p, blockquote 6,0,0,0,0 –>
А еще интересно то, что в авиационной промышленности штангенциркули называли МАУЗЕР, как вы уже догадались это и был поставщик туда измерительного инструмента.
p, blockquote 7,0,0,0,0 –>
Ну думаю было познавательно и интересно. Ну да ладно отвлеклись немного на историю 🙂 Теперь по теме.
p, blockquote 8,0,1,0,0 –>
Как устроен штангенциркуль, он же колумбик, все в этом видео:
p, blockquote 9,0,0,0,0 –>
p, blockquote 10,0,0,0,0 –>
Как пользоваться штангенциркулем.
p, blockquote 13,0,0,0,0 –>
Чтобы понять как пользоваться штангенциркулем обратим внимание на рисунок выше. На нем мы видим две шкалы я специально обозначил их разными цветами шкалу штанги салатовым цветом, а шкалу рамки которая по ней перемещается голубым
Если мы видим такую картину то это значит, что измеренная деталь равна 42,7 мм. Как я определил.
p, blockquote 14,0,0,0,0 –>
Да очень просто. Видите риска рамки под которой находится «0» стоит дальше 42 мм (забыл сказать цена деления штанги 1 мм) но в тоже время не доходит до 43 мм. Это значит наш реальный размер находится между 42 и 43 мм.
p, blockquote 15,0,0,0,0 –>
Теперь смотрим на шкалу рамки (нониус) его размер от «0» до окончания 19 мм которые разделены на равные 10 частей. Получается цена деления равна 1,9 мм (но по этому поводу не заворачивайтесь ? ). Я и для того пишу этот пост, чтобы все было предельно ясно
И так, целое число миллиметров мы знаем, а для определения дробной части обратите внимание какая риска шкалы рамки штангенциркуля совпадает с рисской штанги
Как отчетливо видно с рисунка это риска под номером «7» если посчитать от нулевой риски нониуса и это говорит о том, что размер который вы измерили штангенциркулем равен 42 целых и 7 десятых миллиметра. Вот и все 🙂 По моему уже проще объяснить не удастся 🙂 . Да и вроде и так понятно.
p, blockquote 17,1,0,0,0 –>
Основные виды
Существует 3 вида этих инструментов, а также 8 типоразмеров. Но это только согласно отечественным ГОСТам и нормативным документам. Мерительный инструмент делится по типу индикатора, с которого снимаются цифры размеров. Существуют нониусные модели, циферблатный штангенциркуль, а также цифровые решения.
Каждый вид также разделяется на подвиды в зависимости от того, какова конструкция основной линейки, а также ее длина. Кроме этого, можно классифицировать инструмент и по материалам, из которых изготавливается та или иная модель. Так, из твердых сплавов изготавливают ШЦТ-1. Виды штангенциркулей различают и по типу губок и наличию дополнительных приспособлений. Например, ШЦ-1 и ШЦ-3 различают по расположению измерительных губок. В первом случае они расположены с двух сторон, а во втором – только с одной. Устройство штангенциркуля ШЦ-2 немного отличается от предыдущего элемента. В инструменте имеется особая рамка с микрометрической подачей. Она делает проще работы по разметке в том случае, если замеры будут переноситься на другие плоскости.
Как выбрать электронный штангенциркуль
Чтобы подобрать лучший инструмент, не стоит полагаться только на рейтинги и рекомендации консультантов. Нужно самостоятельно владеть базовыми знаниями, которые помогут разобраться с основными параметрами цифровых штангенциркулей.
Результат замера у цифрового штангенциркуля выводится на электронное табло
Основные разновидности
Электронный измерительный инструмент считается лучшим по сравнению с механическими штангенциркулями из-за скорости работы и простоты пользования. Человеку не приходится присматриваться к разметке, что особо проблематично людям с плохим зрением. Данные выводятся в виде цифр на электронный дисплей.
Важно! Электронный измерительный инструмент можно подключать к компьютеру для переноса данных или распечатки их через принтер.
Электронные штангенциркули разделяются на несколько видов, каждый из которых отличается исполнением и областью применения:
- ТИП 1 и 2. Цифровой инструмент этой группы предназначен для выполнения наружных и внутренних замеров. По конструкции штангенциркули бывают одно- и двухсторонние. У них может присутствовать или отсутствовать глубиномер.
- ТИП 3. Электронные модели этой группы способны делать замеры большого диапазона.
- Разметочные. Простейший вид штангенциркулей, которые используют для разметки заготовок.
- Специальные. Электронными штангенциркулями этой группы замеряют наружные и внутренние канавки, уступы и другие сложные элементы.
Осуществляя выбор лучшего цифрового устройства, в первую очередь задумываются о задачах, которые собираются решать с помощью инструмента. Отсюда определяются, какими характеристиками должен обладать цифровой инструмент. Основными из них являются:
- диапазон замера;
- размер погрешности;
- цена деления;
- в каких условиях способен работать цифровой прибор: влажность, диапазон температур.
Если осуществлять выбор электронного устройства для пользования в быту, то диапазона измерений хватит от 0-125 до 0-150 мм. При этом цены деления хватит 0,01 мм. Для профессионального пользования требования будут выше. Диапазон измерений от 300 мм. Цена деления – 0,01, 0,02, 0,05 и 0,1 мм.
Качество исполнения
Штангенциркуль является измерительным высокоточным инструментом. Для него важна точность замера, которая часто зависит от качества исполнения электронного устройства. При покупке нужно тщательно провести осмотр
Внимание обращают на следующие нюансы:
- Внешний вид. Цифровая модель должна соответствовать фотографии на упаковке, а также изображению, которое производитель размещает на официальном сайте. Номер на корпусе должен означать страну-изготовителя.
- Исполнение подвижной рамки. Элемент должен свободно и плавно перемещаться по линейке. Лучшей считается рамка из нержавейки или сплавов цветных металлов.
- Губки. Именно этот элемент во многом отвечает за точность замера. На губках должна быть идеальная шлифовка поверхности, отсутствие зазубрин, люфта и других дефектов. В сомкнутом состоянии между губками не должен оставаться зазор, а на электронном дисплее высвечиваться значение 0.
- Точность. Параметр должен соответствовать указанным производителем характеристикам. Для этого проводят контрольный замер детали с известными точными размерами.
- Комплектность. С цифровым штангенциркулем должен идти технический паспорт, в котором стоит отметка о гарантии, поверке, инструкция. Плюсом будет, если производитель предусмотрел чехол, батарейки.
Кейс обеспечивает хорошую сохранность электронного устройства
Если, осуществляя выбор штангенциркуля, при осмотре обнаружили большие несоответствия, от такой цифровой модели лучше отказаться.
Дополнительные функции
Производитель наделяет свои электронные устройства дополнительными функциями. Они направлены на упрощение работы, делают цифровой инструмент лучшим среди конкурентов.
К дополнительным функциям относятся:
- Автоматическое включение цифрового прибора при перемещении губок и самостоятельное отключение в случае его неиспользования. Функция ускоряет рабочий процесс за счет отсутствия необходимости выполнять лишние действия. Автоматическое отключение экономит заряд батареек.
- Функция переключения единиц измерения позволяет выводить на электронный экран результат в дюймах и миллиметрах.
- Функция переключения относительный/абсолютный режим позволяет выставить в требуемой точке 0 и отсюда продолжать делать замер.
- Функция MODE. При запуске цифровой инструмент переходит в режим быстрой работы, предоставляется возможность выполнять замеры минимального или максимального значения.
Дополнительной функцией считается вывод данных на компьютер. Некоторые дешевые цифровые модели лишены этого приоритета.
Как пользоваться штангенциркулем.
p, blockquote 13,0,0,0,0 –>
Чтобы понять как пользоваться штангенциркулем обратим внимание на рисунок выше. На нем мы видим две шкалы я специально обозначил их разными цветами шкалу штанги салатовым цветом, а шкалу рамки которая по ней перемещается голубым
Если мы видим такую картину то это значит, что измеренная деталь равна 42,7 мм. Как я определил.
p, blockquote 14,0,0,0,0 –>
Да очень просто. Видите риска рамки под которой находится «0» стоит дальше 42 мм (забыл сказать цена деления штанги 1 мм) но в тоже время не доходит до 43 мм. Это значит наш реальный размер находится между 42 и 43 мм.
p, blockquote 15,0,0,0,0 –>
Теперь смотрим на шкалу рамки (нониус) его размер от «0» до окончания 19 мм которые разделены на равные 10 частей. Получается цена деления равна 1,9 мм (но по этому поводу не заворачивайтесь ? ). Я и для того пишу этот пост, чтобы все было предельно ясно
И так, целое число миллиметров мы знаем, а для определения дробной части обратите внимание какая риска шкалы рамки штангенциркуля совпадает с рисской штанги
Как отчетливо видно с рисунка это риска под номером «7» если посчитать от нулевой риски нониуса и это говорит о том, что размер который вы измерили штангенциркулем равен 42 целых и 7 десятых миллиметра. Вот и все 🙂 По моему уже проще объяснить не удастся 🙂 . Да и вроде и так понятно.
p, blockquote 17,1,0,0,0 –>
Как пользоваться штангенциркулем.
p, blockquote 13,0,0,0,0 —>
Чтобы понять как пользоваться штангенциркулем обратим внимание на рисунок выше. На нем мы видим две шкалы я специально обозначил их разными цветами шкалу штанги салатовым цветом, а шкалу рамки которая по ней перемещается голубым
Если мы видим такую картину то это значит, что измеренная деталь равна 42,7 мм. Как я определил.
p, blockquote 14,0,0,0,0 —>
Да очень просто. Видите риска рамки под которой находится «0» стоит дальше 42 мм (забыл сказать цена деления штанги 1 мм) но в тоже время не доходит до 43 мм. Это значит наш реальный размер находится между 42 и 43 мм.
p, blockquote 15,0,0,0,0 —>
Теперь смотрим на шкалу рамки (нониус) его размер от «0» до окончания 19 мм которые разделены на равные 10 частей. Получается цена деления равна 1,9 мм (но по этому поводу не заворачивайтесь ). Я и для того пишу этот пост, чтобы все было предельно ясно
И так, целое число миллиметров мы знаем, а для определения дробной части обратите внимание какая риска шкалы рамки штангенциркуля совпадает с рисской штанги
Как отчетливо видно с рисунка это риска под номером «7» если посчитать от нулевой риски нониуса и это говорит о том, что размер который вы измерили штангенциркулем равен 42 целых и 7 десятых миллиметра. Вот и все По моему уже проще объяснить не удастся . Да и вроде и так понятно.
p, blockquote 17,1,0,0,0 —>
Как правильно пользоваться штангенциркулем
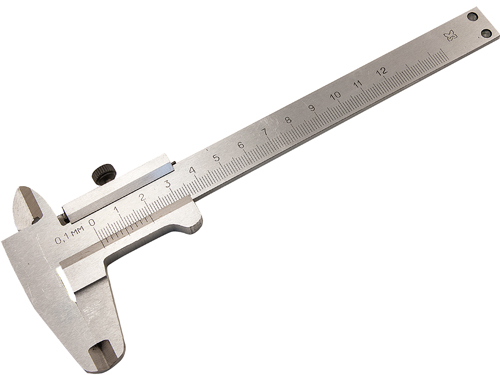
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
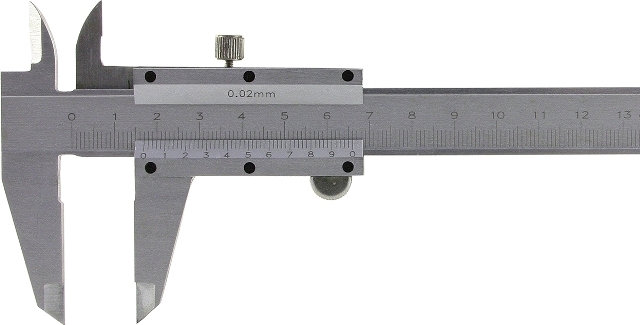
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом.
Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Как снять показания с помощью штангенциркуля
Перед началом работы необходима поверка штангенциркуля на точность. Для этого необходимо полностью свести губки и проверить совпадение нулей на обеих шкалах. Если нет совпадения, то в зависимости от требуемой точности необходимо либо взять другой инструмент, либо учесть имеющуюся погрешность.
В процессе измерения учтите следующие рекомендации:
- Для замера внешнего размера разведите губки штангенциркуля, поместите предмет и соедините их.
- Замер внутреннего размера производится путем размещения соответствующих верхних губок внутрь измеряемой области и их разведением до упора
- Губки должны упереться в края детали. Если поверхность твердая, то можно немного сжать для плотной фиксации, для мягкой этого делать не следует, т. к. можно исказить результат.
- Проверьте расположение штангенциркуля относительно измеряемой детали на отсутствие перекосов. Для этого губки должны располагаться на одинаковом расстоянии от края детали.
- Зафиксируйте нониус крепежным винтом.
- Определите целое число миллиметров по основной шкале.
- Находим совпадение штриха на нониусе с нулем основной шкалы и отсчитываем количество делений.
- Умножаем количество делений нониуса на цену деления и суммируем со значением основной шкалы.
Как работать?
Для того чтобы правильно работать штангенциркулем, нужно понять, как считывать показания. Здесь все немного сложнее, чем у простой линейки. Дело в том, что у инструмента есть две шкалы. Первая (основная) – это миллиметровая. Она дает первоначальные данные по замеру. Вторая (она же нониусная) поможет вам измерить детали с высокой точностью. На ней можно распознать даже доли миллиметра.
Нониус – это 0,1 мм, поэтому правильный замер может дать очень точный результат. Но у каждых моделей штангенциркулей может быть разный шаг (одно деление). Как правило, длина шага указывается чуть левее на самой шкале.
Также шкала нониуса может быть разной и по длине. У некоторых моделей она достигает 2 см (20 мм) от основной измерительной шкалы, у других же она может составлять около 4 см. Чем больше длина, тем точнее вторичная шкала будет выдавать показания. В основном современные штангенциркули измеряют с точностью до 5 сотых миллиметра (0,05 мм), более старые приборы имеют точность лишь до одной десятой миллиметра (0,1 мм), что в два раза меньше.
У штангенциркуля есть две пары губок: верхняя и нижняя. На некоторых есть только одна, но это уже узкоспециализированные виды приборов. Верхней парой губок измеряют внешнюю ширину и высоту. Нижней же делают замеры диаметра и внутренней ширины детали. Внутренние канавки должны плотно прижиматься внутри элемента, чтобы не было люфта и измерение диаметра было очень точным.
Эти губки могут раздвигаться на довольно большое расстояние, поэтому с их помощью можно измерить диаметр, длину, ширину и высоту трубы, большого подшипника, крупных деталей и остальных видов запчастей. Но основным плюсом штангенциркуля является то, что он может определять параметры и очень маленьких или тонких предметов. Например, им можно замерить сечение кабеля, определить ширину провода, гвоздя, гайки, шаг резьбы болта и много другое.
Всегда во время большого количества токарной или слесарной работы пользуются именно штангенциркулем из-за его удобства и универсальности. Но этот прибор можно применяться и на стройке.
Также, помимо пары губок, у некоторых моделей есть и глубинометр. С его помощью можно с легкостью измерить глубину, причем даже у малых деталей. Это приспособление выдвигается вместе с измерительной и нониусной шкалой.
Линия глубинометра очень тонкая и спокойно помещается в задней части штангенциркуля. Для того чтобы мерить глубину, просто опустите это устройство до упора в деталь (при этом положите её так, чтобы сама деталь имела опору) и сверху закрепите с помощью зажимного винта. После этого посредством измерительной шкалы вы сможете рассчитать глубину таким же способом, каким измеряют длину, высоту и другие величины.
Если вы не знаете, каким сверлом воспользовались для того, чтобы сделать конкретное отверстие, то просто измерьте диаметр.
Вообще, штангенциркуль может ответить на многие вопросы, и после некоторой работы с измеряемой деталью вы сможете изучить её полностью. В комплекте со штангенциркулем может идти инструкция, поэтому вы можете ознакомиться с ней перед первой работой.
В случае когда штангенциркуль подвергся коррозии, обработайте его специальным средством от ржавчины. Только смотрите, чтобы это средство не разъедало металл, ведь это может привести к тому, что деления и шаги на измерительной и нониусной шкалах не будет видно.
Существуют и электронные виды штангенциркулей, но с ними необходимо обращаться более аккуратно. В первую очередь не допускайте попадания воды или других жидкостей на устройство. В электронном табло может произойти короткое замыкание, и узнать точные данные вы не сможете.
Также не стоит измерять любые вещи, работающие от электричества. Это может сбить табло, и результаты после замера будут неверными. Перед началом работы проверьте устройство и нажмите кнопку ON, чтобы штангенциркуль включился. После того как вы сняли показания и вам нужно заново сделать замер, то нажмите кнопку установки нулевого положения. Принцип включения примерно такой же, как и у не программируемого калькулятора: после каждой операции значение нужно сбросить.
Также в электронном варианте штангенциркуля необходимо менять питание. Для этого откройте крышку защитного кожуха и замените батарейку. Также не забывайте про полярность. Если батарея исправна, но табло все равно не работает, то проверьте, правильно ли вставлен элемент питания.








