Корректный выбор вида, марки и типа электродов для ручной дуговой сварки
Содержание:
- Классификация сварочных электродов
- Назначение электрода
- Выбор электродов по толщине материалов
- Критерии и советы по выбору
- Выбор полярности сварки и силы тока
- Types of Welding Electrodes
- Что такое сварочный инвертор?
- Особенности покрытия электродов
- Маркировка сварочных электродов и их расшифровка
- Carbon Electrodes
- Советы по использованию
- Заключение
Классификация сварочных электродов
Большое разнообразие электродов, а также принципов их классификации затрудняет разработку единой общепринятой системы классификации электродов. Марки электродов стандартами не регламентируются. Подразделение электродов на марки производится по техническим условиям и паспортам. Каждому типу электродов может соответствовать одна или несколько марок.
возможно то что электрод не относится к маркам
Все сварочные электроды можно разделить на две группы, которые в свою очередь подразделяются на подгруппы:
| Неметаллические сварочные электроды | Металлические сварочные электроды | ||
| Неплавящиеся | Неплавящиеся | Плавящиеся | |
|
|
Покрытые | Непокрытые |
|
Использовались на ранних стадиях развития сварочных технологий.Сейчас применяются в виде непрерывной проволоки для сварки в среде защитных газов. |
Классификация покрытых металлических сварочных электродов по ГОСТ 9466-75
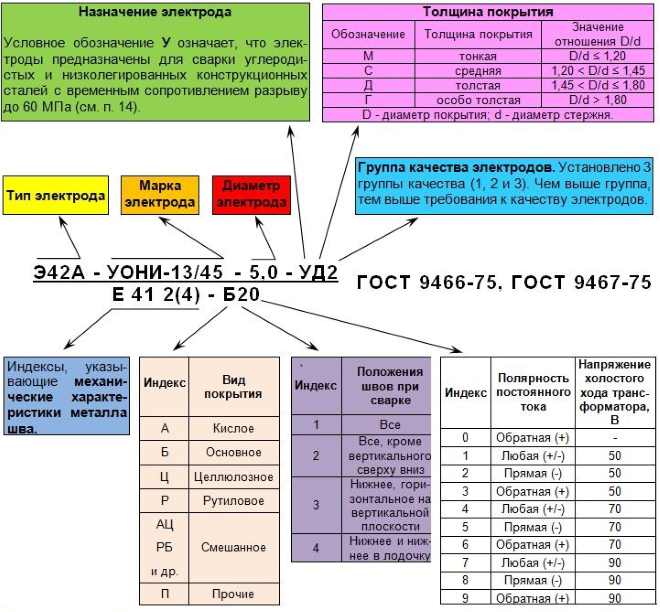
В соответствии с ГОСТ 9466-75 электроды покрытые металлические для ручной дуговой сварки сталей и наплавки классифицируются по назначению, механическим свойствам и химическому составу наплавленного металла (типам), видам и толщине покрытий, а также некоторым сварочно-технологическим характеристикам.
Виды электродов по назначению:
- для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм² (600 МПа). Обозначаются буквой У (ГОСТ 9467-75);
- для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм² (600 МПа). Обозначаются буквой Л (ГОСТ 9467-75);
- для сварки легированных теплоустойчивых сталей. Обозначаются буквой T (ГОСТ 9467-75);
- для сварки высоколегированных сталей с особыми свойствами. Обозначаются буквой В (ГОСТ 10052-75);
- для наплавки поверхностных слоев с особыми свойствами. Обозначаются буквой H (ГОСТ 10051-75).
Вышеуказанными стандартами предусмотрено разделение электродов на типы, в соответствии с механическими свойствами и химическим составом наплавленного металла.
Цифры, обозначающие каждый тип электрода — Э42, Э42А, Э50 и т. д., характеризуют гарантированное минимальное временное сопротивление разрыву в кгс/мм², а буква А — повышенные пластические свойства, вязкость и ограничения по химическому составу.
Виды электродов по толщине покрытия:
По толщине покрытия электроды разделяются в зависимости от отношения D/d (D — диаметр покрытого электрода; d — диаметр стержня):
- с тонким покрытием (D/d < 1,2). Обозначаются буквой М;
- со средним покрытием (D/d < 1,45). Обозначаются буквой С;
- с толстым покрытием (D/d < 1,8). Обозначаются буквой Д;
- с особо толстым покрытием (D/d > 1,8). Обозначаются буквой Г.
ГОСТ 9466 — 75 предусматривает также три группы электродов — 1, 2, 3, характеризующиеся требованиями к качеству (точности) изготовления электродов, состоянием поверхности покрытия, а также содержанием серы и фосфора в наплавленном металле.
Виды электродов по типу покрытия:
- с кислым покрытием (А);
- с основным покрытием (Б);
- с целлюлозным покрытием (Ц);
- с рутиловым покрытием (Р);
- с покрытием смешанного вида (с двойным буквенным обозначением);
- с прочими видами покрытий (П).
Таблица соответствия маркировок электродов по типу покрытия:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
Виды электродов по допустимым пространственным положениям сварки или наплавки:
- для сварки во всех положениях с условным обозначением 1;
- для сварки во всех положениях, кроме вертикального сверху вниз — 2;
- для положений нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
Виды электродов по роду и полярности сварочного тока:
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
|---|---|---|---|
| Номинальное напряжение | Предельное отклонение | ||
| Обратная | — | — | |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 |
Цифрой 0 обозначают электроды, предназначенные для сварки или наплавки только на постоянном токе обратной полярности (сварочный электрод соединяется с плюсом).
Назначение электрода
Таблица видов электродов для сварки.
По назначению электроды разделяют для:
- работы со сталями с высоким уровнем легирующих элементов;
- со средним содержанием легирующих элементов;
- сварки конструкционных сталей;
- пластичных металлов;
- наплавления;
- теплоустойчивых сталей.
Таким образом, можно подобрать электроды для каждой конкретной задачи.
Отдельное внимание следует обратить на защитное покрытие. Обмазка электродов – важная составляющая, к которой предъявляются особые требования
Кроме того для нее характерен определенный состав.
Они представляют собой стержень, покрытый особой оболочкой. Мощность зависит от того, какой у него диаметр.
Наиболее популярными являются электроды УОНИ. Существует несколько марок данного материала и все они используются для ручного сваривания.
УОНИ 13-45 позволяют получать швы приемлемой вязкости и пластичности. Они применяются для сварки при литье и поковки. В составе таких стержней содержится никель и молибден.
УОНИ 13-65 подходят для работы на конструкциях с повышенными требованиями. Они могут осуществлять соединения в любых положениях. Диаметр варьируется от двух до пяти миллиметров, чем он больше, тем больше сварочный ток.
Кроме того соединения, полученные с их помощью, характеризуются высокой ударной вязкостью и в них не формируются трещины. Все это делает их наиболее перспективными в работе с ответственными конструкциями, к которым предъявляются жесткие требования.
Помимо этого данные конструкции оказываются устойчивыми к перепадам температур, вибрациям и нагрузкам
Важной особенностью стержней данного типа является существенная стойкость к действию влаги и возможность длительного прокаливания
Виды покрытия
Покрытия электродов включают следующие составляющие:
- раскисляющие вещества;
- компоненты для стабильного горения дуги;
- элементы, обеспечивающие пластичность, такие как каолин или слюда;
- алюминий, кремний;
- связующие вещества.
Ко всем электродам для точечных или ручных сварочных работ с покрытием предъявляют ряд требований:
- высокая эффективность;
- возможность получение результата с необходимым составом;
- незначительная токсичность;
- надежный шов;
- стабильное горение дуги;
- прочность покрытия.
Виды покрытия электродов.
Выделяют следующие виды покрытий электродов:
- целлюлозное;
- кислое;
- рутиловое;
- основное.
Первый тип позволяет выполнять работу во всех пространственных положениях постоянным и переменным током. Они наиболее широко применяются в монтаже. Характеризуются существенными потерями на разбрызгивание и не допускают перегрева.
Рутиловое и кислое позволяют варить во всех положениях, кроме вертикального, постоянным и переменным током. Второй тип покрытия не целесообразен для работы со сталями с высоким содержанием серы и углерода.
Перечисленные выше типы оболочек подразумевают использование только одного конкретного вида покрытия. Однако возможны сочетания нескольких вариантов. Комбинации могут складываться из нескольких типов в зависимости от решаемой задачи.
Комбинированные оболочки относятся к отдельному классу и их не причисляют к основным четырем видам.
Существует также классификация в зависимости от толщины покрытия.
Каждой толщине присваивается отдельное буквенное обозначение:
- тонкие – М;
- средней толщины – С;
- толстые – Д;
- особо толстые Г.
Конечно же, стержни выбираются в соответствии с поставленными целями. Правильный выбор гарантирует высокое качество выполняемой работы.
https://www.youtube.com/watch?v=AvCg7p3no98
Марки электродов
Расшифровка маркировки электрода.
Существуют различные марки электродов, предназначенные для решения определенных задач. Они характеризуются определенными свойствами, что позволяет подобрать наиболее подходящий материал.
Марка ОК-92.35 характеризуется удлинением в шестнадцать процентов и пределом текучести и прочности в 514 МПа и 250 НВ соответственно. Предел текучести ОК-92.86 составляет 409 МПа.
Марки электродов для ручной сварки Ок-92.05 и ОК-92.26 обладают относительным удлинением в 29% и 39%, а пределом текучести – 319 и 419 МПа соответственно.
Предел текучести ОК-92.58 составляет 374 МПа.
Все вышеперечисленные электроды используются для ручной дуговой сварки по чугуну. В зависимости от того, с каким металлом предстоит работать, выбирают также специальный тип стержня. Например, для меди – АНЦ/ОЗМ2, чистого никеля – ОЗЛ-32, алюминия – ОЗА1, монеля – В56У, силумина – ОЗАНА2 и т.д.
Кроме того, сварщику необходимо также контролировать качество свариваемых деталей. В зависимости от материала, условий работы, положения шва и других факторов, выбирают соответствующий электрод, который обеспечит наилучшее качество соединения.
Выбор электродов по толщине материалов
Технологические назначения по диаметру электродов зависят от толщины деталей, которые требуется соединить сваркой. Теоретически прогрев места, где происходит соединение, зависит от силы тока и диаметра стрежня. Для небольших размеров детали не требуется применение рабочих крупных элементов. При выполнении работ с массивными деталями теплота, образующаяся в результате горения дуги, распределяется по всей массе. Чем толще область, тем больший тепловой поток может переместиться на периферию.
Для маломерных изделий работа с перегревом вызывает прожигание металла. Избытки теплоты не могут распределиться в разные стороны. Возникает брак. Прожженные детали теряют прочность и товарный вид.
| Толщина материала, мм | 0,6…1,2 | 1,2…2,2 | 2,3…3,3 | 3,4…5,0 | 6,0…12,0 | Более 13,0 |
| Рекомендуемая толщина (диаметр) электрода, мм | 0,6;
0,8; 1,2 |
1,2;
1,5; 1,8; 2,0 |
2,0;
2,5; 3,0 |
3,0…4,0 | 4,0…5,0 | 5,0…6,0 |
Чтобы происходило образование дуги, необходимо подавать определенное количество тока. Только тогда происходит местный разогрев, а затем и перенос металла в зоне разогрева и плавления деталей и электрода.
С увеличением диаметра стержня требуется большая плотность потока энергии, направляемой на дугу. Поэтому сварщики подбирают силу тока, ориентируясь на размеры электродов.
Таблица 2: Рекомендации по определению силы тока в зависимости от диаметра электрода
| Диаметр используемого электрода, мм | 0,6 | 0,8 | 1,2 | 1,5 | 1,8 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 |
| Сила тока, А | 8…16 | 12…20 | 18…36 | 20…40 | 24…45 | 38…65 | 58…85 | 65…120 | 95…165 | 140…205 | 195…320 |
Следует заметить, что все указанные рекомендации соответствуют для обычных трансформаторов. Когда же речь заходит об инверторах, то тут можно увидеть иные показатели.
| Толщина материала, мм | 0,6…1,2 | 1,2…2,2 | 2,3…3,3 | 3,4…5,0 | 6,0…12,0 | Более 13,0 |
| Рекомендуемая толщина (диаметр) электрода, мм | 0,6;
0,8; 1,2; 1,5; 1,8 |
1,2;
1,5; 1,8; 2,0; 2,5; 3,0 |
2,0;
2,5; 3,0; 4,0; 5,0 |
3,0;
4,0; 5,0 |
3,0;
4,0; 5,0; 6,0 |
5,0;
6,0 |
Внимание! Можно выполнять сварку более толстым электродом. Стабильная дуга зажигается в течение 0,1…0,2 с
За это время происходит прогрев свариваемых деталей, определенное количество металла переходит с электрода на детали, которые следует соединить между собой.
Опытные сварщики удерживают дугу в режиме разогрева и затухания. Поэтому тонкие детали могут варить электродами, диаметр которых превосходит традиционные рекомендации.
Сила тока подбирается в тех же значениях, что и раньше. Понижать их не следует, электрод будет «прилипать» к металлу. Специалисты обычно выставляют ток по верхнему пределу. Они умеют управлять дугой. Находясь рядом с ними, можно услышать, как идет сварка. Звук напоминает трель, издаваемую дятлом. Так и тут, прерывистый режим помогает избежать прожига тонких заготовок.
Новичку следует тренироваться удерживать электрод на расстоянии 8…12 мм от места сварки. Задача усложняется еще и тем, что длина стержня по мере работы уменьшается.
Выбор маски для сварки
Рассуждая о современном процессе, нельзя не коснуться защитной маски. Еще недавно большинство пользовались масками, в которых устанавливалось затемненное стекло. Руки сварщика оказывались в нужном месте до зажигания дуги. Только определенный опыт помогал точно ориентировать положение сварного стержня и деталей.
Появление масок «хамелеонов» полностью изменило подход к процессу. Теперь до момента воспламенения дуги можно наблюдать, где стык, которые требуется заварить. Нетрудно точно поместить кончик электрода в нужное место, чиркнуть по поверхности и зажечь искру. В момент увеличения интенсивности свечения, стекло автоматически затемняется. Глаза сварщика защищены от ожога.
На современных масках можно отрегулировать длительность «слепого» состояния, промежуток времени, когда стекло остается темным, а процесс сварки завершен. Специальными регуляторами добиваются оптимального режима.
В масках «Хамелеонах» используется аккумулятор. Он заряжается от солнечного света. Дополнительный заряд происходит во время выполнения сварочных работ. Желательно перед началом использования маски дать ей возможность полежать под солнце не менее 10…15 минут. Тогда аккумулятор подзарядится, работа будет безопаснее.
Критерии и советы по выбору

Главные критерии выбора, на которые смотрят буквально сразу — марка и диаметр (в миллиметрах). Некоторые опытные специалисты по сварке утверждают, что при пользовании инверторами можно применять любые электроды. Подобное мнение основано на личном опыте мастеров. Особенность применения инвертора в том, что требования к герметичности сварочного шва минимальные, поэтому можно использовать расходники с диаметром от 0,5 до 2,0 мм.
Выбор по диаметру и марке зависит и от толщины соединяемых металлических заготовок. Толстые детали нуждаются в продолжительной проварке, поэтому и электроды нужны потолще. Работа с тонкими версиями требует определенного навыка, потому что они сгорают достаточно быстро. В основном такие изделия применяют для прихваток.
Влияет на выбор и вид выполняемых работ. Например, для трассовых работ высокой сложности пользуются изделиями большого диаметра. Чтобы смонтировать конструкцию из профилей, достаточно 2-миллиметровых изделий. Их же используют для изготовления ограждений из профнастила и профильных труб.
Зная область применения различных типов продукции, можно посоветовать такой алгоритм выбора:
- учитываем тип соединяемых материалов и степень ответственности конструкции;
- для изделий из углеродистой стали, покрытых ржавчиной, лучше всего подходят версии с рутиловым покрытием;
- особо ответственные конструкции монтируют с использованием электрода с основным покрытием. Окончательный результат при этом зависит от подготовки соединяемых поверхностей;
- толщина соединяемых металлических деталей оказывает влияние на выбор как параметров расходных материалов, так и силы тока при сварке.
Выбор полярности сварки и силы тока
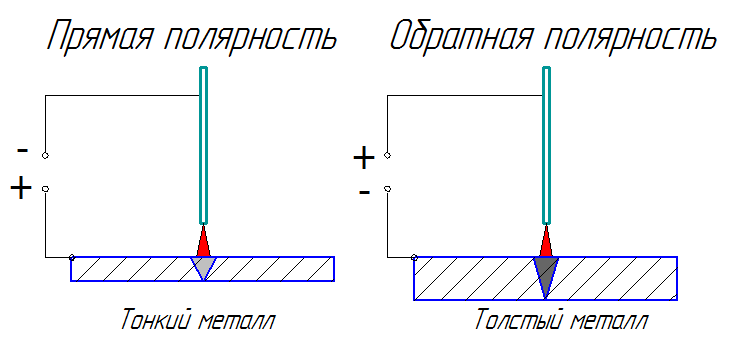
Полярность тока при сварке еще один из важных моментов, который надо учитывать при выборе электрода. Сварочный инвертор выдает постоянный ток, следовательно, подключение может быть прямой полярности или обратной полярности. При прямой полярности положительная клемма подключается к массе, а минус к держаку электрода. При обратной, соответственно, наоборот – минус к массе, плюс к электроду.
Выбор полярности обусловлен, прежде всего, толщиной свариваемого материала – обратная полярность дает высокий нагрев металла и чаще используется при сваривании толстых листов или массивных конструкций. При прямой полярности металл прогревается меньше, данный тип используется для сваривания тонких листов, для защиты от перегрева или прогара. Высоколегированные стали чувствительны к высоким температурам, поэтому для их сварки лучше использовать прямую полярность.
Сила тока, которую нужно использовать при сварке, указывается на упаковке электродов и зависит от диаметра электрода. Сварщики для определения тока сварки используют следующее правило: один миллиметр сварочного электрода требует 20-30А. Вы можете подобрать силу тока используя следующую таблицу:
|
Диаметр электрода, мм |
2 |
2,5 |
3 |
4 |
5 |
|
Ток сварки |
55-56 |
55-80 |
70-120 |
130-160 |
180-210 |
При выборе тока сварки необходимо учитывать толщину свариваемого металла, количество проходов, а также пространственное положение электрода в момент сварки. Чем выше ток сварки, тем более жидкой и менее управляемой становится «сварочная ванна». Таким образом, выбор тока оказывает прямое влияние на качество будущего сварного шва.
Из вышесказанного можно сделать вывод о том, что выбор сварочного электрода для начинающего сварщика задача непростая. И мастеру при выборе надо учесть такие основные параметры электродов как материал сердечника, состав обмазки, выбрать величину сварочного тока и определиться со схемой подключения. Непосредственное влияние на выбор электродов оказывает также тип свариваемых конструкций (лист, труба) и марка свариваемого металла.
В статье приведены основные характеристики электродов для ручной дуговой сварки углеродистых и низколегированных сталей. Для сварки конструкций из нержавеющих сталей используются специальные приемы и виды сварки, а также специальные электроды. О технологии сварки нержавейки мы расскажем в следующих обзорных статьях. (см. Технология сварки нержавеющей стали. Выбор электрода для сварки нержавейки).
Types of Welding Electrodes
Basically, depending upon the process there are two types of welding electrodes:
- Consumable Electrodes
- Non-Consumable Electrodes
1. Consumable Electrodes
Consumable electrodes have low melting point. These types of welding electrodes are preferred to use in Metal Inert Gas (MIG) welding. For making consumable electrodes, materials such as mild steel and nickel steel are used. The one precaution that you must take is to replace consumable electrodes after regular intervals. The only disadvantage of using such electrodes is that they don’t have a large number of industry applications but at the same time they are easy to use and maintain.
Consumable electrodes are categorized as:
- Bare Electrodes
- Coated Electrodes
(i) Bare Electrodes
Bare electrodes are electrodes without any type of coating and mostly used in applications where there is no need of coated electrode.
(ii) Coated Electrodes
Coated electrodes are classified according to the coating factor. Coating factor is the ratio of the diameter of the electrode to the diameter of the core wire.
So, following are sub types of coated electrodes:
- Light coated electrodes with coating factor of 1.25. Light coating applied to electrodes helps to remove impurities such as oxides and phosphorous. Light coating also helps in enhancing arc stability.
- Medium coated electrodes with coating factor of 1.45.
- Shielded arc or Heavily coated electrodes with coating factor ranging between 1.6 to 2.2. These electrodes have a proper and well defined composition. The heavily coated electrodes are designed in three types – electrodes with cellulose coating, electrodes with mineral coating and the electrodes with coating of both cellulose as well as mineral coating.
Also Read:
2. Non-Consumable Electrodes
These types of welding electrodes are also referred to as Refractory electrodes. There are again two sub-types of non-consumable electrodes:
- Carbon or Graphite electrodes: It is made up of carbon and graphite and mostly used in the applications of cutting and arc welding.
- Tungsten electrodes: Basically, it is consists of tungsten as the name itself suggests and it is a non-filler metal electrode.
As the name suggests, these types of welding electrodes are not consumed in the entire welding process or we can say more appropriately that they do not melt during welding. But practically, due to the vaporization and oxidation processes taking place during welding there is a little bit reduction in the length of the electrode. The non-consumable electrodes have high melting point and are unable to fill the gap in the workpiece. Non-consumable electrodes are made from materials such as pure tungsten, graphite or carbon coated with copper. The melting point of carbon is 3350 degree Celsius and that of Tungsten is 3422 degree Celsius. Non-consumable electrodes are used in Tungsten inert gas welding (TIG) and carbon arc welding.
Important Characteristics of Non-Consumable Electrodes:
- While using non-consumable electrodes you have to use shielding gases. The shielding gases are inert gases and the reason behind to use them is to protect welding area from oxygen and surrounding atmosphere.
- The non-consumable electrodes are usually made as cathode and the workpieces as anode.
Что такое сварочный инвертор?
Сварка — процесс непростой и ответственный. Освоить это ремесло может при желании каждый, но если раньше для работы приходилось использовать сложное и громоздкое оборудование, то сейчас достаточно приобрести сварочный инвертор, намного упрощающий задачу. Это сравнительно небольшой прибор, имеющий намного меньший вес, чем любой другой сварочный аппарат. Таким образом удалось упростить и облегчить процесс сварки. Сейчас сварочный инвертор практически вытеснил с рынка стандартные сварочные аппараты.
Как же работает сварочный инвертор? Напряжение, поступающее от электросети, подается на так называемый выпрямитель, далее происходит преобразование постоянного тока в переменный за счет особого силового модуля. Но переменный ток имеет повышенную частоту. Он, в свою очередь, подается на сварочный трансформатор, и напряжение от него после выпрямления подается на очень устойчивую сварочную дугу.
Сварочный инвертор КАЛИБР СВИ-250 4600 Вт
Главные достоинства сварочного инвертора:
- сравнительно небольшой вес прибора;
- улучшение характеристик дуги;
- повышение КПД;
- возможность снизить количество брызг во время работ;
- можно использовать различные электроды;
- широкий диапазон регулировки тока;
- упрощенный поджиг электрода;
- можно получить более прочный и качественный шов;
- легче освоить ремесло сварщика;
- электроды почти не залипают при соприкосновении с деталью.
Минусы, конечно, тоже есть. Как минимум, это высокая стоимость оборудования (раза в три больше, чем у обычных трансформаторов)
Также инверторы важно регулярно чистить от пыли — не реже раза в год. Да и на морозе работать с ними не получится — приборы не любят холод
Также сетевой провод, необходимый для подключения устройства к электросети, не может превышать длину 2,5 м.
Особенности покрытия электродов
Обмазка — это твердое пористое вещество. Ей покрывают весь стержень за исключением крайнего участка длиной в 20-30 мм, предназначенного для фиксации в электрододержателе.
Обмазкой покрывают весь стержень электрода.
Какую роль выполняет покрытие
В результате сгорания смеси происходит следующее:
- Формируется облако из угарного и прочих газов. Они нужны для защиты расплава от окисления атмосферным воздухом.
- Образуются свободные ионы, поддерживающие горение дуги. Частицы выступают переносчиками заряда.
- Из стали удаляется кислород (происходит раскисление).
- Расплав насыщается легирующими элементами. Они улучшают свойства материала.
- Свежий шов покрывается шлаком. Он защищает металл от окисления атмосферным воздухом и замедляет его остывание. В результате газы и примеси успевают покинуть шов до кристаллизации, предотвращается появление трещин.
Перечисленные эффекты проявляются в разной степени в зависимости от вида обмазки.
Свойства компонентов покрытия
Для стабилизации дуги используются вещества с низким ионизационным потенциалом:
- Поташ, аммиачная селитра, хромат калия.
- Силикатный клей с натрием или калием (жидкое стекло). Одновременно играет роль связующего вещества.
- Бария карбонат.
- Титановый концентрат.
- Карбонат кальция (мел).
Покрытие состоит из силикатного клея и титанового концентрата.
Облако защитных газов образуют компоненты:
- Целлюлоза.
- Декстрин.
- Пищевая и древесная мука.
- Крахмал.
- Мрамор.
Шлак образуется благодаря следующим элементам:
- Мрамору.
- Калию, полевому и плавиковому шпату.
- Мелу.
- Титановому концентрату.
- Кварцевому песку.
- Марганцевой руде.
- Рутилу, ильмениту.
Легирующие присадки:
- Титан.
- Кремний.
- Марганец.
- Хром.
- Ванадий.
- Графит.
- Молибден.
Шлак образуется благодаря мрамору и калию.
Для раскисления вводятся в виде ферритов следующие вещества:
- Алюминий.
- Титан.
- Молибден.
- Хром.
- Марганец.
- Графит.
Эти элементы активнее железа реагируют с кислородом, связывая его.
Помимо перечисленных компонентов, применяются и другие.
Некоторые марки содержат железный порошок, увеличивающий коэффициент наплавки.
Цвет электродов
Обмазки имеют следующий окрас:
- Основные — бежевый или белый.
- Кислые — серый.
- Целлюлозные — светло-серый с коричневым оттенком.
- Рутиловые — серый, синий, зеленый или коричневый.
Цвет электродов может быть серым.
Приведенный перечень соответствует большинству изделий, но встречаются и зеленые основные расходники, белые кислые и т.д.
Как производится электродное покрытие
Оболочка изготавливается в следующем порядке:
- Компоненты перетирают в муку.
- Их просеивают через систему сит и смешивают с точным соблюдением пропорций.
- В сухую смесь вводят жидкое стекло (связующее).
- Покрытие тщательно перемешивают.
Применяют 2 способа нанесения обмазки на проволоку:
- опрессовку;
- окунание.
Нанесение обмазки на проволоку происходит опрессовкой или окунанием.
Необходимо точно соблюдать количество компонентов и равномерно распределять их. Поэтому для производства покрытия требуется специальное оборудование.
Как влага влияет на материалы
Все виды покрытия электродов из-за высокой пористости хорошо впитывают воду. В результате они теряют защитные и другие свойства, что приводит к ухудшению качества шва.
Необходимо делать следующее:
- Хранить изделия из открытой пачки в специальном герметичном пенале с теплоизолированными стенками, которые предотвращают конденсацию влаги.
- Перед работой подсушивать расходники в особых печах, соблюдая длительность и температуру, указанные на упаковке.
Если изделие не было использовано в течение 2-3 часов, его снова придется прокаливать.
Рабочие свойства рутиловой оболочки в полной мере проявляются при наличии небольшого количества влаги. Поэтому такие изделия сушат при температуре не выше +200°С, а к работе приступают только через сутки.
Маркировка сварочных электродов и их расшифровка
Чтобы разобраться какие электроды представлены перед вами следует изучить их маркировку. Каждая упаковка содержит информацию о 9 основных характеристиках согласно ГОСТ 9466-75.
-
Типы покрытых электродов для сварки.
Высокопрочные стали, с большой долей углерода, высокими или низкими процентами лигатур, варятся электродами с маркировкой, начинающейся с символа Э – электрод, затем идут цифры, указывающие на предельно допустимые нагрузки при растяжении (кгс_мм2), в конце стоит индекс А – обозначающий повышенную устойчивость шва к пластичным и ударным нагрузкам. Например: Э 42, Э 50, Э46 А, Э 60 и тд.
Термостойкие и высоколегированные стали: символа Э, цифр после тире, указывающих на количество углерода, следом идут буквы и цифры – указывающие на конкретный химический элемент (А – азот, М-молибден, Ф – ванадий и тд.) и его количество в сотых долях. Химические составляющие расположены в порядке убывания их количества в изделии. Например: Э-09М; Э-10ХЗМ1БФ; Э-30Г2ХМ и тд. -
Марки электродов для сварки
Марки – параметр индивидуальный и зависит исключительно от производителя. -
Диаметр
Толщина внутренней части покрытого электрода колеблется в пределах от 1.6 до 12 мм, в быту чаще всего используются толщины 3-5 мм. -
Назначение
Изготовленные для работы с углеродистыми сталями и с низким числом примесей, а также прочностью до 60 кгс/м2, электроды маркируются буквой – У;
Легированные конструкционные стали с пределом прочности выше 60кгс/м2, сваривают изделиями с маркировкой – Л;
Продукцию для сталей с низким коэффициентом теплопроводимости маркируют буквой – Т;
Металлы с большой долей примесей и уникальными свойствами можно сваривать изделиями с маркировкой – В;
Наплавочные слои с уникальными характеристиками производятся изделиями с маркировкой – Н. -
Толщина покрытия
Значение, показывающее соотношение толщины покрытия к внутреннему стержню. Если это отношение меньше 1.2, то изделие маркируют символом М и относят к тонко покрытым; средний слой в пределах от 1.2 до 1.45 маркируется символом С; толстые – от 1.45 до 1.8 отмечают символом Д и наконец самое толстое, отношение которого более 1.8 маркируют отметкой Г. -
Основные свойства шва
Точные свойства сплавов, для каждого типа эти значения собственные и указывают на прочность, процентный состав примесей, рабочую температуру шва и ряд других показателей. Данные значения можно найти в соответствующих таблицах с расшифровками. -
Вид электродного покрытия
А – кислотное покрытие.
Б – фтористо-кальциевое.
Ц – целлюлоза.
Р – рутиловое.
Ж – повышенное содержание железа.
Также существуют смешанные виды покрытия электродов, которые маркируется несколькими буквами исходя из состава. -
Маркировка пространственных положений
1 – все,
2 – все, кроме вертикального, направленного вниз;
3 – нижнее, плюс вертикальное (движение снизу-вверх);
4 – исключительно нижнее. -
Род сварочного тока и подключение
– Индекс 0 электроды для постоянного тока и обратным подключением;
– индекс 1,4, 7 – указывает на изделия для любых родов напряжения и любых подключений;
– указатели – 2,5,8 – ток любой, но подключение должно быть прямым;
– индексы – 3,6,9 для любых токов и обратного подключения.
Carbon Electrodes
The American Welding Society does not provide specification for carbon welding electrodes but there is a military specification, no. MIL-E-17777C, entitled, “Electrodes Cutting and Welding Carbon-Graphite Uncoated and Copper Coated”.
This specification provides a classification system based on three grades: plain, uncoated, and copper coated. It provides diameter information, length information, and requirements for size tolerances, quality assurance, sampling, and various tests. Applications include carbon arc welding, twin carbon arc welding, carbon cutting, and air carbon arc cutting and gouging.
Советы по использованию
Чтобы правильно варить электродами, важно знать, какое расстояние должно быть между проводником и деталью
Оно должно быть от 2 до 6 мм.
Держать электрод надо под углом 80 градусов и вести аккуратно, чтобы шов получился аккуратным и не образовались случайно подрезы.
Обращайте внимание на пространственное положение сварочного шва.
Сварку можно проводить переменным током и постоянным обратной или прямой полярности. Когда применяются последние два типа, сварочная дуга отклоняется электромагнитным обдуванием
Важно иметь представление о каждом из режимов ровно настолько, чтобы на практике уметь применить эти знания для проведения качественной сварки.
Техника зажигания электрической дуги следующая: стержнем электрода чиркают о свариваемую деталь
Если держать электрод неправильно и не соблюдать нужный градус наклона, возможно прилипание стержня к свариваемому материалу.

Заключение
Наше стремительное и яркое путешествие в необъятный мир сварочных электродов подходит к концу. Мы разобрали только самые крупные и значимые вопросы, без которых невозможно выбрать действительно качественный продукт. Чтобы раскрыть все тонкости и нюансы, не хватит и десятка статей, поскольку многообразие изделий растёт с каждым годом, а мастера своего дела открывают всё больше интересных подробностей в сфере сварки.
Может, именно вы обладаете редкой и ценной информацией по данной теме? Будем рады комментариям к нашей статье. В завершение, хотим пожелать вам удачной работы и потрясающих результатов!
 Без правильного подбора электродов вряд ли можно достичь успеха даже самому опытному профессионалу ФОТО: cbapka.by
Без правильного подбора электродов вряд ли можно достичь успеха даже самому опытному профессионалу ФОТО: cbapka.by
 Watch this video on YouTube
Watch this video on YouTube
Предыдущая СтроительствоОсобенности монтажа сэндвич-панелей: технология, виды, инструкции
Следующая СтроительствоКак правильно варить сваркой — советы бывалого мастера








