Свойства анодированного алюминия
Содержание:
- Технология
- Анодирования алюминия по низкой цене (анодное оксидирование, оксидирование алюминия)
- Что такое анодирование?
- Применяемые устройства и оборудование
- Анодирование металла
- Воздействие на окружающую среду
- Алюминий
- Анодированное покрытие или порошковое?
- Порошковое покрытие
- Анодированное покрытие
- Анодирование нержавеющей стали
- Анодирование алюминия и его сплавов
- Технологические параметры сернокислого анодирования
- Для чего анодируют алюминий и как его применяют
- Металлические защитные покрытия
- Технология производства
Технология
Для проведения работ в промышленных масштабах создаются специальные гальванические цеха и производства, которые считаются «грязными» и вредными для здоровья человека
Поэтому рекомендации по проведению процесса в домашних условиях, рекламируемые в некоторых источниках, следует воспринимать крайне осторожно, несмотря на кажущуюся простоту описываемых технологий
Анодированное покрытие можно создать несколькими способами, но общий принцип и последовательность проведения работ остаются классическими. При этом прочностные и механические свойства полученного материала зависят от, собственно, самого исходного металла, от характеристик катода, силы тока и состава применяемого электролита. Необходимо подчеркнуть, что в результате выполнения процедуры на поверхность не наносится никаких дополнительных веществ, а защитный слой образуется путем преобразования самого исходного материала. Суть гальваники – воздействие электрического тока на химические реакции. Весь процесс делится на три основные стадии.
Анодирования алюминия по низкой цене (анодное оксидирование, оксидирование алюминия)
Вы можете загазать услуги по анодировани. алюминия в нашей кампании. Мы гарантируем качество нанесенных гальванических покрытий на изделия. Для уточнения стоимости анодирования, свяжитесь с нашим менеджером.
Что такое анодирование (анодное оксидирование, ан.окс.)
Анодирование (оксидирование) – электрохимическое оксидирование, образование защитной оксидной плёнки на поверхности металлических изделий электролизом.
При анодировании изделие, погруженное в электролит, соединяют с положительно заряженным электродом источника тока (анодом).
Плёнка толщиной от 1 до 200 мкм защищает металл от коррозии, обладает электроизоляционными свойствами и служит хорошей основой для лакокрасочных покрытий.
Применение анодного оксидирования деталей
Анодирование применяют для декоративной отделки изделий из алюминия и его сплавов, эмалеподобных покрытий на алюминии и некоторых его сплавах, а также используют для защиты от коррозии магниевых сплавов, повышения антифрикционных свойств титановых сплавов, для покрытия деталей радиоэлектронной аппаратуры из ниобия, тантала и др., в самолёто-, ракето- и приборостроении, радиоэлектронике.
Сразу после механической обработки алюминий взаимодействует с кислородом воздуха, поэтому при нормальных условиях поверхность всегда покрыта тонкой оксидной пленкой. Структура пленки и ее состав зависят от воздействия атмосферных явлений.
Но алюминий всегда имеет оксидную пленку толщиной 2-3 нм. Эта пленка защищает металл от дальнейшего окисления и обладает превосходной электропроводностью.
Оксидная плёнка образуется на чистом алюминии, при комнатной температуре и имеет аморфную структуру (не кристаллическую) и поэтому не является хорошей коррозионной защитой.
Защитное покрытие алюминия
Защита алюминия от коррозии реализуется путем создания на его поверхности кристаллической оксидной пленки толщиной 20-30 микрон. На следующих этапах процесса анодирования эта пленка может быть окрашена или может сохранить естественный цвет.
Анодирование алюминия позволяет так же получить различные декоративные эффекты, такие как зеркальная поверхность, матовая и полуматовая поверхность, имитация полированной и шлифованной нержавеющей стали.
Процесс анодирования алюминия
Прежде чем приступить к процессу анодирования необходимо очистить поверхность алюминия от загрязнений и убрать оксидную пленку. Для этого проводят процессы обезжиривания и травления.
Процесс, в результате которого, происходит образование на поверхности металла высокопористых оксидных слоев алюминия. Процесс анодирования является электрохимическим.
Существуют два вида оксидных пленок, которые образуются в процессе анодирования:
Барьерная – оксидная пленка растет в нейтральных растворах, в которых оксид алюминия трудно растворим. Преимущественно это бораты аммония, фосфаты или тартраты.
В первые секунды анодирования на алюминии образуется барьерный слой, сначала формирующийся в активных центрах на поверхности металла. Из этих зародышей вырастают полусферические линзообразные микроячейки, срастающиеся затем в сплошной барьерный слой. При соприкосновении с шестью окружающими ячейками образуется форма гексагональной призмы с полусферой в основании.
Под влиянием локальных воздействий ионов электролита в барьерном слое зарождаются поры (в центре ячеек), число которых обратно пропорционально напряжению.
В поре толщина барьерного слоя уменьшается, и, как следствие, увеличивается напряженность электрического поля, при этом возрастает плотность ионного тока вместе со скоростью оксидирования.
Но, поскольку растет и температура в поровом канале, способствующая вытравливанию поры, наступает динамическое равновесие, и толщина барьерного слоя остается практически неизменной.
На этом процесс анодирования заканчивается, мы получаем покрытие с замечательными оптическими и технологическими свойствами.
Преимущества анодирования изделий
Анодированные изделия могут служить десятилетиями без изменения своих декоративных свойств. Анодная защита от коррозии настолько эффективна, что может защитить детали от самых агрессивных воздействий. Эти замечательные свойства давно оценили производители автомобилей, строители, военные, авиапроизводители.
Что такое анодирование?
Для того чтобы подготовить алюминий к анодированию, поверхность сначала тщательно очищают и ополаскивают, а затем помещают в ванну с некоторым раствором электролита, таким как серная кислота. Он представляет собой электропроводящий раствор с большим количеством положительных и отрицательных ионов, которыми он будет обмениваться.
Положительный электрический заряд поступает к алюминию — аноду, а отрицательный заряд – к пластинам, размещенным в электролите. Электроток в этой цепи заставляет положительные частицы притягиваться к отрицательным пластинам, а отрицательные частицы движутся к алюминиевой детали.
Электрохимическая реакция вызывает образование пор на поверхности, когда избыток положительных ионов уходит. Эти поры образуют геометрически правильную структуру и начинают разрушаться в субстрат. Al на поверхности соединяется с отрицательно заряженными ионами O2, образуя оксид алюминия. Это называется барьерным слоем, который является защитой от химических реакций в этих местах. При подаче электрического тока создается регулярная структура пористости поверхности.
Чем дольше применяется ток, тем больше проникновение в эти столбцы. Для типичных не жестких покрытий глубина может составлять до 10 мкм. Как только этот уровень достигнут, и если цвет не требуется, процесс останавливается, и поверхность может быть запечатана простым промыванием в воде. В результате будет получена деталь с твердым, натуральным покрытием из Al2O3, способным противостоять химическому воздействию и очень устойчивая к царапинам. Al2O3 оценивается 9 из 10 по шкале твердости по Моосу, что означает второе место после алмаза и делает детали, например, посуду из анодированного алюминия, очень крепкой и долговечной.
Анодированный алюминий зеркальный и фактурный
Применяемые устройства и оборудование
В промышленных масштабах для анодирования стали применяют раствор серной кислоты, который обеспечивает высокую скорость процесса и наибольшую глубину проникновения. Современные установки представляют собой полностью автоматические линии с минимальным количеством персонала, роль которого сводится к контролю над рабочим процессом. Все оборудование можно разделить на три вида:
- Основное. К нему относят ванну и катод. Емкость должна быть изготовлена из инертного материала, обладающего высокими теплоизоляционными свойствами – в этом случае электролит не будет слишком быстро нагреваться и прослужит намного дольше. Материал катода зависит от типа обрабатываемого металла. Например, для анодирования алюминия используют свинцовый лист, размер которого должен быть вдвое больше габаритов заготовки.
- Обслуживающее. Сюда относят узлы, которые отвечают за обеспечение работоспособности установки: приводные механизмы и устройства для передачи тока.
- Вспомогательное. Речь идет об оборудовании, на котором осуществляются работы по подготовке заготовок к анодированию. Сюда же относят механизмы для перемещения деталей и их складирования.
В процессе выбора подходящей установки необходимо принимать во внимание следующие особенности:
Наиболее трудоемкими операциями являются погружение и выгрузка заготовки
Обращайте внимание на надежность и энергопотребление данных узлов.
Производительность зависит от мощности энергетической установки. Как показывает практика, оптимальная мощность выпрямителя – 2,5 кВт
Наличие бесступенчатой регулировки уровня напряжения будет дополнительным преимуществом, облегчающим процесс анодирования стали.
- По кольцам емкости должны быть уставлены контактные площадки из гибкого материала. Лучше всего с этой задачей справятся элементы из меди.
Анодирование металла
- Характеристики
- Процесс
- Материалы
-
- Алюминий
- Титан
- Сталь
- Медь
- Анодирование дома
В современном мире имеется большое количество методов обработки металлов и металлических изделий. Они применяются и в промышленных масштабах, и в домашних условиях.
Процесс анодирования
Технология анодирования различных видов металлов является несложной. Главное только иметь под рукой все необходимое для ее осуществления.
Она осуществляется в несколько этапов:
Подготовка металлов к образованию оксидной пленки.
На данном этапе проводятся подготовительные работы для анодирования. Они заключаются в том, чтобы тщательным образом очистить и отмыть поверхность металла. Сначала удаляются все загрязнения и налеты. Затем при помощи воды или специальных растворов проводится промывка материала. После этой процедуры его необходимо высушить.
На данном этапе осуществляется подготовка раствора с кислой или любой другой средой и подключают к положительному плюсу источника тока.
Покрытие поверхности металлов или их сплавов оксидной пленкой.
На данном этапе осуществляется погружения металла или изделии я из него в приготовленный раствор.
Материалы для анодирования
Сегодня для анодирования используются различные металлические материалы.
В настоящее время выделяются такие виды анодирования в зависимости от используемых материалов, как:
Анодирование алюминия
Данный процесс сегодня встречается чаще всего. Он заключается в покрытии оксидной пленкой алюминиевого материала. Алюминий в процессе опускается в кислую среду, и к нему проводится положительный плюс источника тока. В результате на материале появляется тонкая оксидная пленка.
Анодирование титана
Всем известно, что титан относится к категории металлов, которые нашли широкое применение в промышленности, но они обладают низким уровнем износостойкости. Для придания ему прочности и устойчивости к разным условиям окружающей среды применяется процедура анодирования. При этом вся анодная обработка металла осуществляется в кислой среде при температуре от 40 до 50 градусов Цельсия.
Анодирование стали
Анодирование стали является сложным процессом. Для этого используется либо щелочная среда, либо кислая. В результате образуется оксидная пленка, которая придает высокий уровень прочности.
Анодирование меди
Медь является достаточно гибким видом металла. Для придания ей прочности используются различные методы. Одним из них является анодирование. Благодаря помещению медного материала в кислую среду, на поверхности образуется плотная пленка оксида, которая придает материалу большое количество полезных характеристик.
Таблица. Таблица совместимости металлов и сплавов
| Алюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Бронза | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Дюралюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Латунь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Медь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Никель | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Совм | нет данных | Совм |
| Олово | Не совм | Пайка | Не совм | Пайка | Пайка | II | Совм | Совм | Совм | нет данных | Совм |
| Оловянно-свинцовый сплав(припой ПОС) | Не совм | Пайка | Не совм | Пайка | Пайка | Пайка | Совм | Совм | Совм | нет данных | Совм |
| Сталь нелегированная (углеродистая)/ чугун | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |
| Хром | Не совм | Совм | Не совм | Совм | Совм | нет данных | нет данных | нет данных | Совм | Совм | Совм |
| Цинк | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |
Анодирование в домашних условиях
В современном мире в бытовой сфере используется большое количество металлических предметов, которые используются для различных целей. Каждому их владельцу хочется защитить их появления коррозии, чтобы они прослужили длительный период времени. Для этой цели подходит анодирование в домашних условиях.
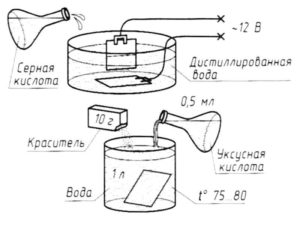
Важно: Процедуру домашнего анодирования любого металла необходимо осуществлять на улице или на балконе. https://www.youtube.com/embed/iyr9olno26A
Сначала необходимо приготовить раствор. Для этого нужно смешать дистиллированную воду и кислоту в определенной пропорции
С серной кислотой важно обращаться предельно аккуратно, потому что она при попадании в глаза и на кожу может привести к появлению неприятной ситуации
После этого можно подготовить детали из металлов для обработки. Для этой цели используются всевозможные вещества. Они способны очистить их для проведения процедуры.
На последнем этапе домашнего анодирования осуществляется погружения металлических деталей в раствор и подключение электрического тока.
Воздействие на окружающую среду
Анодирование алюминия – один из самых экологически чистых процессов обработки металла. В процессе используются только очень небольшие количества тяжелых металлов, галогенов или органических соединений. Процесс окрашивания не приводит к образованию ЛОС или тяжелых металлов. Возможность вторичной переработки анодированного и окрашенного алюминия эквивалентна стандартному алюминию с точки зрения воздействия на окружающую среду. Отходы процесса анодирования легко перерабатываются для производства квасцов, разрыхлителя, газетной бумаги и косметики. Отходы могут также использоваться для удобрения и в промышленных очистных сооружениях.

Алюминий
Анодированное покрытие выполняется для повышения коррозионной устойчивости и подготовки к покраске. А также, в зависимости от применяемой технологии — либо для увеличения шероховатости, либо для создания гладкой поверхности. При этом анодирование само по себе не способно существенно увеличить прочность изделий, изготовленных из этого металла. При контакте алюминия с воздухом или любым другим газом, содержащим кислород, металл естественным путем формирует на своей поверхности слой оксида толщиной 2-3 нм, а на сплавах его величина достигает 5-15 нм.
Толщина анодированного покрытия алюминия составляет 15-20 микрон, то есть разница в два порядка (1 микрон равен 1000 нм). При этом этот созданный слой в равных долях распределен, условно говоря, внутрь и вовне поверхности, то есть увеличивает толщину детали на ½ от размера защитного слоя. Хотя при помощи анодирования возникает плотное и равномерное покрытие, имеющиеся в нем микроскопические трещины могут привести к коррозии. Кроме этого, сам поверхностный защитный слой подвержен химическому распаду вследствие воздействия среды с высокими показателями кислотности. Для борьбы с этим явлением применяются технологии, сокращающие количество микротрещин и внедряющие в состав оксида более стабильные химические элементы.

Анодированное покрытие или порошковое?
Арсенал-А предлагает светопрозрачные конструкции из бельгийского профиля Рейнаерс как с порошковым покрытием, так и с анодированным. Оба варианта являются чрезвычайно стойкими к атмосферным явлениям, что позволит эксплуатировать окна и двери долгое время без дополнительной покраски.
Преимущества алюминия:
- Не подвержен влиянию ультрафиолетового излучения;
- никогда не ржавеет;
- никогда не гниет.
Чистый алюминий имеет очень хорошую коррозионную стойкость благодаря оксидному слою, защищающему металл от внешней среды. Эта естественная, необработанная поверхность была типичной для первых алюминиевых окон. Однако в настоящее время разработаны новые методы для обработки алюминиевых поверхностей, они повышают его прочность и придают системам дополнительный дизайнерский вид.
Порошковое покрытие
Процесс порошковой покраски предусматривает сначала обезжиривание и очищение алюминия, далее на статически заряженные профили напыляют цветной порошок и запекают их при температуре 180-200 градусов Цельсия. Порошок плавится и превращается в равномерное, устойчивое и высококачественное покрытие алюминия.
Анодированное покрытие
Анодирование представляет собой погружение профиля в химическую ванну, в которой происходит окисление тонкого слоя поверхности профиля (перед погружением профиль обезжиривают и очищают). В специальной паровой ванне процесс окисления останавливается и мы получаем стабильное к окислению и надежное покрытие.
Качество обоих вариантов покрытия обеспечивается благодаря соблюдению строгих правил Qualanod, европейского стандарта, которые регламентируют данные процессы.
Что выбрать?
Практически не существует никакой разницы между порошковым покрытием и анодированием в использовании. Незначительное различие может быть во внешнем виде: порошковое покрытие придает равномерный вид алюминию, а анодирование сохраняет металлическую структуру алюминия. Тем не менее, в некоторых экстремальных или агрессивных (загрязненных) условиях, таких как районы мегаполисов, расположенные на побережьях, необходим дополнительный уровень защиты. Поэтому Рейнарс рекомендует использовать оба процесса. Сначала делать частичную анодировку, окислять половину слоя, получаемого при анодировании, затем наносить порошковое покрытие. В результате сочетания этих двух методов вы получите необходимую для таких условий защиту ваших окон и дверей.Подробнее о Рейнарс
Анодирование нержавеющей стали

Одной из важных задач по сохранению металлических конструкций является борьба с вредным воздействием окружающей среды. Повышенная влажность, наличие в воздухе химически активных элементов, способных разрушать целостность металла, особенно стали, приводит к ухудшению таких показателей как надёжность и прочность.
Для решения этой задачи готовые изделия покрывают различными видами защитных покрытий.
Оксидирование стали
Существуют различные методы повышения поверхностной устойчивости и антикоррозийности.
Одним из таких методов является создание на поверхности стали защитной плёнки, используя специальные способы обработки.
Понимание сущности назначения этого процесса требует ответа на вопрос — что такое оксидирование?
Сущность заключается в использовании свойств окислительно — восстановительной реакции, в результате чего на поверхности стали образуется защитная плёнка. Так же производится оксидирование стали.
Этот процесс позволяет решить следующие задачи:
- Защитить стальные конструкции от образования коррозии (особенно это актуально в современном строительстве, где применяются металлические конструкции).
- Ограничить воздействие агрессивных составляющих внешней среды (растворов кислот, щелочей, химических элементов, разрушающих целостность стали).
- Создать поверхностный слой, обладающий хорошими электроизоляционными характеристиками.
- Придать деталям, отдельным элементам, конструкции в целом оригинальные декоративные и эстетические свойства.
Оксидирование металла производится следующими методами:
- С применением химических реакций (химическое оксидирование стали).
- Использование электрохимических процессов (анодное оксидирование).
- Проведением термической обработки (термический метод).
- Создание низкотемпературной плазмы (плазменный метод).
- Лазерным (применяются специальные лазерные установки).
Анодированная сталь
Рассмотрим каждый метод подробнее.
Анодирование алюминия и его сплавов
Анодированный алюминий (anodized aluminum) – металл с покрытием, которое способно предупреждать окисление алюминия на открытом воздухе и защищать его от возможных механических повреждений. Анодированное покрытие делает алюминиевое изделие, например, лист из алюминия или алюминиевый швеллер, пригодным к окрашиванию.
Способы анодирования
Анодирование алюминия или анодное окисление – процесс создания на поверхности металла оксидной пленки. В общих чертах техническая операция происходит так: алюминиевое изделие погружают в емкость с кислым электролитом, чаще всего это раствор (250-300 г/л) 20% серной кислоты, и соединяют с положительным полюсом источника тока плотностью 10-50 мА/см2 при напряжении источника до 100 В. Температурный диапазон проведения процесса может колебаться от -20оС до +20оС. Выбранная температура оказывает непосредственное влияние на плотность и оттенок будущего оксидного слоя: при плюсовой – слой рыхлый и тонкий, легко поддается окрашиванию любым красителем; при минусовой – слой толстый с естественной окраской (желтые тона).
В производственных условиях анодирование проводят тремя способами:
Преимущества алюминия с анодированным покрытием
Алюминий обладает отличными техническими свойствами: высокая тепло- и электропроводимость, достаточная стойкость к коррозии, легкость механической обработки. Прибегают к анодированию с целью повысить устойчивость металла к коррозии для возможности эксплуатации в агрессивных средах.
Характеристики анодированного алюминия:
- повышенная стойкость к износу и коррозии;
- высокие теплоизоляционные показатели;
- повышенная устойчивость к атмосферным воздействиям;
- высокая светоотражающая способность;
- не подвержен образованию трещин и шероховатостей на поверхности;
- устойчивость к повышенным нагрузкам;
- декоративный внешний вид;
- длительный срок эксплуатации;
- легкость в обработке.
Стоит отметить, что анодированный алюминий – экологически чистый материал, который даже под воздействием УФ-лучей не выделяет вредные газы.
Применение анодированного алюминия
Устойчивость к повышенным нагрузкам и легкий вес делает анодированный алюминий отличной альтернативой тяжелым металлам при возведении металлоконструкций.
А благодаря устойчивости к агрессивным средам анодированный алюминий востребован в судостроении – профили судовых иллюминаторов изготавливают только из анодированного алюминия. Кроме этого, детали из алюминия, который был подвержен анодированию применяют в:
- светотехнике;
- дизайне и архитектуре;
- строительстве: остекленение фасадов, крыш и т.д.;
- производстве бытовых приборов, акустических систем;
- производстве мобильных устройств;
- мебельном производстве.
Незаменим анодированный алюминий для эксплуатации в агрессивных вредах.
Интересный факт: Библиотека Нью-Бодлеан, что в Оксфорде, была построена в 30-х годах прошлого столетия. Элементы здания из анодированного алюминия до сих пор находятся в отличном состоянии.
Заказать и купить анодированные алюминиевые листы Вы можете в нашей компании ЕМК. Мы реализуем алюминиевые листы из сплава EN AW-5005, алюминиевые трубы из сплава EN AW-6060, алюминиевые профили из сплава EN AW-6060 и гарантируем качество изделий. Вся продукция поставляется с соответствующей документацией.
Технологические параметры сернокислого анодирования
Сернокислый электролит
Для анодирования алюминиевых прессованных профилей во всем мире обычно применяют электролиты на основе серной кислоты.
Qualanod задает для сернокислого электролита следующие параметры :
- Концентрация свободной серной кислоты должна быть не выше 200 г/л при колебании внутри интервала 10 г/л от заданной величины;
- Концентрация алюминия должна быть не выше 20 г/л, предпочтительно в интервале от 5 до 15 г/л.
Температура ванны анодирования
Указания Qualanod по температуре ванны анодирования :
- для заданной толщины анодного слоя 5 мкм и 10 мкм: не выше 21 ºС
- для заданной толщины анодного слоя толщины 15 мкм, 20 мкм и 25 мкм: не выше 20 ºС.
Плотность тока
Qualanod рекомендует среднюю плотность тока :
• 1,2 – 2,0 A/дм² для анодного покрытия толщиной 5 мкм и 10 мкм • 1,4 – 2,0 A/дм² для анодного покрытия толщиной 15 мкм • 1,5 – 2,0 A/дм² для анодного покрытия толщиной 20 мкм • 1,5 – 3,0 A/дм² для анодного покрытия толщиной 25 мкм.
Алюминиевые сплавы для анодированных профилей
Для алюминиевых профилей, которые будут подвергаться анодированию, обычно применяют сплавы 6060 и 6063 с некоторыми ограничениями по содержанию магния и кремния, а также примесных элементов, таких как, железо, медь и цинк.
Обычно, чем чище алюминий и чем меньше в нем легирующих элементов, тем лучше он анодируется. Повышенное содержание примесей в сплаве приводит к образованию в анодном покрытии включений, которые неблагоприятно влияют на однородности его внешнего вида.
См. о влиянии химического состава алюминиевых сплавов на качество анодированных профилей здесь.
Изменение толщины анодного покрытия в ходе анодирования
Толщина готового анодного покрытия зависит от общей длительности анодирования. Однако скорость роста толщины покрытия зависит от нескольких факторов, таких как, состав электролита, плотность тока и текущая длительность обработки.
В ходе анодирования происходят два конкурирующих процесса (рисунок 4):
- непрерывный рост толщины анодного покрытия и
- растворение анодного покрытия под воздействием электролита.
Рисунок 4 – Изменение толщины покрытия в ходе анодирования
Теоретическая величина толщины покрытия при постоянной плотности тока подчиняется известному закону Фарадея. Из этого закона следует, что оксид алюминия растет пропорционально количеству электричества, которое проходит через анод (алюминиевый профиль).
Влияние температуры электролита
Увеличение температуры электролита приводит к пропорциональному увеличению скорости растворения образующегося анодного покрытия. В результате анодное покрытие становится более тонким, более пористым и более мягким.
Влияние плотности тока
Интервал плотности тока, который применяется в стандартном анодировании составляет от 1 до 2 А/дм2 и в некоторых случая — до 3 А/дм2. Плотность тока ниже 1 А/дм2 дает мягкие, пористые и тонкие покрытия. С увеличением плотности тока анодное покрытие формируется быстрее и с относительно меньшим растворением электролитом. Поэтому покрытие получается более твердым и менее пористым.
Влияние концентрации серной кислоты
Влияние повышенной концентрации серной кислоты на формирование анодного покрытия аналогично повышению температуры, хотя влияние температуры является более существенным. Высокая концентрация серной кислоты может ограничивать возможность получения анодного покрытия большой толщины из-за повышенной способности электролита растворять формирующийся пористый оксид алюминия.
Для чего анодируют алюминий и как его применяют
Главная цель анодирования деталей, изготовленных из алюминия — повышение срока эксплуатации в условиях воздействия различных агрессивных сред.
Учитывая, что чистый алюминий обладает высоким сродством к кислороду, его коррозионная стойкость выше, чем у многих других лёгких металлов конструкционного назначения. Естественное окисление алюминия происходит при первом контакте с воздухом. Процесс же анодной обработки ещё больше увеличивает стремление обеих химических элементов создавать окислы, вступая в реакцию между собой.
Незаменимы алюминиевые конструкции при создании:
- рекламных конструкций для культурно-спортивных мероприятий, выставок и шоу.
- информационных стендов для массовых акций, митингов, собраний.
Прекрасная светоотражающая способность анодированного алюминия сделала его незаменимым материалом при изготовлении дорожных знаков. Благодаря интерференции информация, нанесённая на знак при анодировании прекрасно видна автомобилистам в ночное время суток.
Рамы любительских велосипедов также изготавливаются из анодированных сплавов алюминия. На специальную одежду, которой пользуются велосипедисты в тёмное время суток, наносится тончайшая плёнка оксида алюминия. Благодаря этому силуэт легко разглядеть в темноте на почтительном расстоянии. С той же целью анодированный металл применяется при изготовлении отражающего слоя в прожекторных установках.
Отличные свойства анодированного алюминия позволяют использовать его для изготовления самого широкого круга номенклатуры деталей и узлов, применяемых в самых разных областях. Можно смело сказать: если принято решение изготовить что-то из обработанного таким способом металла, прочность и лёгкость конструкции не будет вызывать никаких сомнений!
Рейтинг: /5 —
голосов
Металлические защитные покрытия
В качестве анодных металлических покрытий выступают металлы, электрохимический потенциал которых меньше, чем у обрабатываемых материалов. У катодных он, наоборот, выше.

Катодные покрытия препятствуют проникновению агрессивных сред к основному металлу благодаря образованию механического барьера. Они лучше защищают поверхности от негативных воздействий, но только в случае неповрежденности.
В зависимости от способа нанесения металлические покрытия подразделяются на следующие виды.
Гальванические покрытия
Гальванизация – это электрохимический метод нанесения металлического защитного покрытия для защиты поверхностей от коррозии и окисления, улучшения их прочности и износостойкости, придания эстетичного внешнего вида.
Гальванические покрытия применяются в авиа- и машиностроении, радиотехнике, электронике, строительстве.
В зависимости от назначения конкретных деталей на них наносятся защитные, защитно-декоративные и специальные гальванические покрытия.
Защитные служат для изоляции металлических деталей от воздействия агрессивных сред и предотвращения механических повреждений. Защитно-декоративные предназначены для придания деталям эстетичного внешнего вида и их защиты от разрушительных внешних воздействий.
Специальные гальванические покрытия улучшают характеристики обрабатываемых поверхностей, повышают их прочность, износостойкость, электроизоляционные свойства и т.д.
Газотермическое напыление
Представляет собой перенос расплавленных частиц материала на обрабатываемую поверхность газового или плазменным потоком. Покрытия, образованные таким методом, отличаются термо- и износостойкостью, хорошими антикоррозионными, антифрикционными и противозадирными свойствами, электроизоляционной или электропроводной способностью. В качестве напыляемого материала выступают проволоки, шнуры, порошки из металлов, керамики и металлокерамики.
Выделяют следующие методы газотермическогого напыления:
- Газопламенное напыление: самый простой и недорогой метод, применяемый для защиты крупных площадей поверхности от коррозии и восстановления геометрии деталей
- Высокоскоростное газопламенное напыление: используется для образования плотных металлокерамических и металлических покрытий
- Детонационное напыление: применяется для нанесения защитных покрытий, восстановления небольших поврежденных участков поверхности
- Плазменное напыление: используется для создания тугоплавких керамических покрытий
- Электродуговая металлизация: для нанесения антикоррозионных металлических покрытий на большие площади поверхности
- Напыление с оплавлением: применяется тогда, когда риск деформации деталей отсутствует или он оправдан
Погружение в расплав
При использовании этого метода обрабатываемые детали окунаются в расплавленный металл (олово, цинк, алюминий, свинец). Перед погружением поверхности обрабатываются смесью хлорида аммония (52-56 %), глицерина (5-6 %) и хлорида покрываемого металла. Это позволяет защитить расплав от окисления, а также удалить оксидные и солевые пленки.
Данный метод нельзя назвать экономичным, так как наносимый металл расходуется в больших количествах. При этом толщина покрытия неравномерна, а наносить расплав в узкие зазоры и отверстия, например, на резьбу, не представляется возможным.
Термодиффузионное покрытие
Данное покрытие, материалом для которого выступает цинк, обеспечивает высокую электрохимическую защиту стали и черных металлов. Оно обладает высокой адгезией, стойкостью к коррозии, механическим нагрузкам и деформации.
Слой термодиффузионного покрытия имеет одинаковую толщину даже на деталях сложных форм и не отслаивается в процессе эксплуатации.
Плакирование
Метод представляет собой нанесение металла термомеханическим способом: путем пластичной деформации и сильного сжатия. Чаще всего таким образом создаются защитные, контактные или декоративные покрытия на деталях из стали, алюминия, меди и их сплавов.
Плакирование осуществляется в процессе горячей прокатки, прессования, экструзии, штамповки или сваривания взрывом.
Технология производства
Само название «анодирование» связано с тем, что в рабочем процессе покрываемая специальной пленкой деталь как раз и оказывается анодом. Подавляющее большинство технологов выбирает использование в качестве основной среды разбавленной серной кислоты. Ее степень насыщенности может достигать 20%. Также обычно подразумевается применение постоянного тока. Его сила должна составлять от 1 до 2,5 А на 1 дм2, в то время как при использовании переменного тока нужна уже сила от 3 А на 1 дм2.

Стандартная рабочая температура достигает 20-22 градусов. Отклонение от нее должно быть мотивировано особыми соображениями. В особой гальванической ванне аноды (да, их обычно обрабатывают сразу в большом числе, чтобы ускорить и упростить процесс), могут фиксироваться или подвешиваться. Приспособления с противоположным электрическим зарядом обычно представлены свинцовыми пластинами, хотя в некоторых случаях используют пластины из химически чистого алюминия.
Уменьшать слой электролита, разделяющий основные инструменты и заготовки, можно лишь до определенного предела, иначе качество работы падает. Необходимо понимать, что точки фиксации обрабатываемых деталей покрываться защитным слоем не могут. Этот момент должен оговариваться заранее. Подвески или фиксаторы снимать нельзя, они так и будут оставаться вплоть до завершения процесса.

Срок анодирования прямо связан с габаритами деталей. Иногда их получается покрыть защитной пленкой за 15 минут. Более крупные предметы часто приходится обрабатывать до 60 минут. Когда заготовки вынуты, их отмывают под струей воды. Дополнительно проводится химическая нейтрализация в особой ванне при помощи аммиака, а затем нужна еще одна промывка; иногда проводят вспомогательную финишную обработку.
Наряду с серной кислотой могут использоваться и иные электролиты. Базовые технологические принципы не отличаются, изменения касаются лишь:
- характеристик подаваемого тока;
- продолжительности процесса;
- общих свойств покрытия.
Обработка производится в среде:
- щавелевокислого;
- ортофосфорного;
- хромового;
- комбинированного органического электролита.








