Виды болтов, их классификация и обозначение
Содержание:
- Виды резьбы
- Что такое резьбомер
- Шаг резьбы
- Основные параметры резьбы и единицы измерения
- Работа с метчиком для нарезки резьбы
- Виды метрических резьб
- Ленточная резьба гост видео — Лепка.рф
- Ходовые резьбы
- Государственные стандарты
- Упорная резьба
- Метрическая резьба
- Способы изготовления
- Метрическая резьба
- Порядок работы с резьбомером
- Способы изготовления
- Соединения резьбовые
- Крепежные резьбы
- Трубная резьба
- Трубная дюймовая резьба
- Диаметры резьбы
- Принципы обозначения
- Профили и параметры резьбы
- Диаметр резьбы
Виды резьбы
Как уже отмечалось, все виды стыков этого класса стандартизированы. Например, ГОСТ 24705-2004 определяет размеры метрического профиля, в частности, угол в основании, шаг и пр. Всего к метрическому виду относят порядка 15 отечественных и иностранных стандартов.
Существует так же и классификация стыков этого типа. Ее выполняют на основании ее геометрических размеров, расположению на изделии и количеству заходов, или исходя ее практического использования.
Ниже приведен перечень, в котором указаны типы конструкций разъемных соединений и их обозначения:
- метрическая (M);
- метрическая коническая (MK);
- цилиндрическая (MJ);
- трубная цилиндрическая (G);
- трубная коническая (R);
- круглая для санитарно-технической арматуры (Кр);
- трапецеидальная (Tr);
- упорная (S);
- упорная усиленная (S45°);
- эдисона круглая (E);
- метрическая (EG-M);
- дюймовая цилиндрическая (UTS: UNC, UNF, UNEF, 8UN, UNS);
- дюймовая (BSW);
- дюймовая коническая (NPT);
- нефтяной сортамент.

Трубная дюймовая резьба
Все эти конструктивные элементы используются во всех отраслях промышленности, начиная от авиационной и закачивая пищевой.
Что такое резьбомер
Конструкция резьбомера состоит из набора зубчатых щупов, закрепленных на корпусе инструмента. Они представляют собой небольшие пластины или шаблоны, выполненные из стальных сплавов. Щуп определяет величину зазоров между двумя изделиями. Если значение зазора слишком велико, применяются несколько пластин одновременно. Каждый щуп обладает уникальными параметрами шага, толщины и вращается вдоль оси. Во время использования инструмента шаг щупа должен соответствовать шагу измеряемой резьбы. Благодаря отшлифованной поверхности, пластины могут использоваться для оценки точности как внутренней, так и наружной нарезки.
Для определения характеристик нарезания используются резьбовые шаблоны ГОСТ 519-77. Они определяют для метрической и трубной резьбы уникальные значение шага и количества витков на 1 дюйм нарезки. При определении точности также используются метрики или штангенциркули.
Все элементы резьбомера производятся в соответствии с ГОСТ 5950-85. Государственный стандарт регламентирует использование стальных сплавов ХВ4, У7 и 8ХФ. Эти металлы не подвержены воздействию сильных перепадов температур. Они обладают повышенной прочностью и не подвергаются коррозии. Благодаря этим свойствам инструмент может эксплуатироваться в течение длительного времени без износа конструкции.
Резьбомеры являются универсальными инструментами и широко применяются в промышленном секторе. Они используются в металлообрабатывающем и машиностроительном комплексе, строительстве и индустрии по производству электроники. Эти инструменты также используются в бытовых условиях для измерения резьбовых соединений в радиоэлектронной аппаратуре и металлических изделиях.
Шаг резьбы
Шаг также можно узнать из таблицы резьб либо из маркировки. Резьбы могут иметь основной шаг, также называемый крупным, и мелкий. Зависит от диаметра изделия.
Если он более 68 мм, то для такой поверхности используются только мелкие, различных значений. Наличие диаметра до указанного значения позволяет изготавливать резьбы как с крупным шагом, так и с мелким.
При креплении деталей важно знать шаг, иначе, оно потеряет прочность. Определить шаг можно инструментальными или сравнительными способами, такими как:
- измерить резьбовым калибром;
- сравнить, сопоставив резьбу разных деталей между собой;
- попробовать ввинтить наружную резьбу во внутреннюю, при этом не должно наблюдаться сопротивление;
- измерить штангенциркулем ход в миллиметрах и разделить полученное значение на количество заходов.
Основные параметры резьбы и единицы измерения
- Единицы измерения диаметра
Схема цилиндрической резьбы.
Схема конической резьбы.
- Метрическая резьба — с шагом и основными параметрами резьбы в миллиметрах.
- Дюймовая резьба — все параметры резьбы выражены в дюймах (″), шаг резьбы в долях дюйма. Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр на самом деле существенно больше. Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах.
- Модульная резьба — шаг резьбы измеряется модулем (m). Чтобы получить размер в миллиметрах, достаточно модуль умножить на число пи (π{\displaystyle \pi }).
- Питчевая резьба[неизвестный термин] — шаг резьбы измеряется в питчах[неизвестный термин] (p). Для получения числового значения (в дюймах) достаточно число пи (π{\displaystyle \pi }) разделить на питч. Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. Профиль витка модульного червяка может иметь вид архимедовой спирали, эвольвенты окружности, удлинённой или укороченной эвольвенты и трапеции.
- Основные параметры резьбы
- Шаг (P) — расстояние между одноимёнными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм — это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например: 28, 19, 14, 11).
- Наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D). Равен диаметру заготовки болта перед нарезкой резьбы.
- Средний диаметр (D2, d2), диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы.
- Внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1). Равен диаметру отверстия заготовки гайки перед нарезкой резьбы:
Ход (Ph) — расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360°, или — значение относительно осевого перемещения детали с резьбой за один оборот. В однозаходной резьбе ход равен шагу, в многозаходной — произведению шага P на число заходов n:
- Высота исходного треугольника резьбы (H).
- Срез резьбы (с).
- Угол конуса конической резьбы (ϕ{\displaystyle \phi }).
- Угол подъёма резьбы (ψ{\displaystyle \psi }):
Работа с метчиком для нарезки резьбы
Перед началом работы выбирается желаемый диаметр метчика и с помощью сверла просверливается отверстие меньше необходимого, что облегчит последующую работу. Диаметр сверла необходимый для того или иного метчика желательно брать из специальных таблиц.
Инструмент при работе обязательно нужно держать строго перпендикулярно рабочей поверхности с постоянным добавлением смазки. Как только сделали несколько витков инструментом, он вытаскивается и удаляется образовавшаяся металлическая стружка.
Наружную нарезку изготовить сложнее, поэтому ее формируют на специальном промышленном оборудовании с применением плашек.
- Круглые плашки цельные позволяют получить наружную резьбу высокого качества. Перед работой плашки крепятся в специальном устройстве и надежно фиксируются.
- Плашки разрезные имеют две части, что сказывается на качестве получаемой нарезки. Используются для элементов, не требующих высокого качества и не несущих на себе высокие нагрузки.
- Раздвижные плашки применяются для нарезки труб любого диаметра.
Плашка представляет собой цилиндрическую деталь в виде гайки, внутри которой расположены разрезающие пластины из особо прочного металла. Стружка, образуемая в процессе работы, удаляется через специальные отверстия.
Метчики и плашки позволяют сделать внутреннюю и наружную нарезку на любых деталях и элементах, а также обновить заржавевшие и стершиеся соединения.
Виды метрических резьб
Метрические резьбы классифицируют по следующим параметрам.
-
Место расположения витков. Внутренние метрические резьбы находятся в отверстиях деталей и изделий. Для нарезания используют метчики. Наружные метрические резьбы на стержнях получают с применением плашек.
-
Направление витков. По этому признаку метрические резьбы делят на правые и левые.
-
Размер шага. Наибольшее распространение получили соединения с крупным (стандартным) шагом. Увеличение количества витков приводит к повышению надежности. Однако формирование метрических резьб с мелким шагом возможно на заготовках и изделиях из высокопрочных материалов.
Изображение №5: метрическая резьба с крупным и мелким шагом
- Количество заходов. Метрические резьбы бывают одно- и многозаходными. Увеличение числа заходов при необходимости повышает надежность соединений и решает иные производственные задачи.
Ленточная резьба гост видео — Лепка.рф
Таблица диаметров под резьбу и др …
Наружный и внутренний диаметры под резьбу, число ниток, шаг резьбы, диаметр шестигранника…. От автора Sergejs Belov…. Добавлено 11 мес. назад. Подробнее…
Pipe clamps: How to thread pipe
Woodworking, making end grain cutting boards, chessboards, jewelry boxes, etc. — Woodworking plans … От автора mtmwood. Добавлено 9 мес. назад. Подробнее…
Многозаходная резьба…
Измерение многозаходной трапецеидальной резьбы. По вопросам обращаться по тел. www.lapic.ru…. От автора LapicLLC. Добавлено 2 год. назад. Подробнее…
Нарезка трапецеидальной резьбы…
Тр 68*6. Длина 750. 40Х. 1К62. Привіт, я — Дядько Максим…… За мат, політику і пропаганду = БАН довічний. Тут тільки…… От автора Дядько Максим…. Добавлено 5 год. назад. Подробнее…
Видеоуроки Компас 10 Как сделать ре…
Изучайте на сайте программу Инженерной графики для колледжей. Как сделать объемную резьбу на…… От автора Anna Veselova. Добавлено 4 год. назад. Подробнее…
Нарезание различных резьб резцом.av…
Показан процесс нарезания различных наружных резьб резьбовым резцом. Заготовка вращается, а резец соверша…… От автора rezaniemateri…. Добавлено 7 год. назад. Подробнее…
Плоское шлифование V образного блок…
Шлифование блоков цилиндров и ГБЦ в Бишкеке. Любая сложность. +996 (555) 970 242. От автора СТО «Механик»…. Добавлено 1 год. назад. Подробнее…
ЛЕНТОЧНЫЕ ПИЛЫ ПО ДЕРЕВУ, ПОЛОТНО В…
— Ленточные пилы для распиловки кругляка и другой древесины — Ро-ма, Польша. LISDEREVMASH 2013, Украина,…… От автора Тимберзилла…. Добавлено 5 год. назад. Подробнее…
‘Гнутые’ ножки. Просто!…
Скачайте мою книгу о столярничестве: § Подписывайтесь на канал: … От автора Юрий Примачен…. Добавлено 5 год. назад. Подробнее…
Ножеточка ТЧН
Ширина затачиваемого ножа, мм — 25 — 200 Толщина затачиваемого ножа, мм — 3 — 25 Угол поворота стола, град — 15 —…… От автора Александр Дья…. Добавлено 3 год. назад. Подробнее…
Заглушка резьбовая нержавеющая с вн…
Тринокс — поставка деталей из нержавеющей стали — Заглушка с внутренней резьбой из нержавеющей…… От автора Trinox AISI30…. Добавлено 2 год. назад. Подробнее…
Ходовые резьбы
В некоторых случаях предназначение рассматриваемой поверхности заключается в не креплении деталей, а обеспечении плавного хода в определенном диапазоне. К особенностям подобных изделий можно отнести следующие моменты:
- Профиль имеет форму, которая обеспечивает плавный ход. Для этого создается поверхность с наименьшим количеством углов.
- Как правило, рабочая часть длинная, в начале и в конце есть ограничители хода.
- Применяемый материал при создании заготовки должен обладать высокой износостойкостью.
Встречаются подобные изделия сегодня крайне редко, так как их надежность и срок службы относительно невысокие.
Государственные стандарты
Изготовление такого сложного элемента металлообработки как многозаходная резьба выполняется на основании установленных государственных и международных стандартов. Они дополняют друг друга и позволяют привести в соответствие системы маркировки, которые применяются в Российской Федерации и производителями других стран. Это справедливо для метрической и дюймовой систем измерений.
К таким стандартам относятся:
- Единая система конструкторской документации;
- ГОСТ 24739-81. В нём приведены нормы, описывающие трапециевидную многозаходную конструкцию.
- ГОСТ 9484-81. Этот стандарт утверждает возможные профили, какого вида и размеров должна быть резьба трапецеидальная многозаходная;
- ГОСТ 25347-82. Стандарт устанавливает разрешённые допуски необходимые для нарезания и сборки готовых конструкций.
Перечисленные стандарты позволяют определить наружный и внутренний диаметр, форму элементов, шаг, ход, число заходов, требуемый диаметр сверла для подготовки отверстий под будущую резьбу.
Упорная резьба
У упорной резьбы имеются определенные отличия:
- угол при виртуальной вершине 55 ⁰;
- одна сторона перпендикулярна к базе, а другая выполнена с наклоном. Самоотвинчивание исключается.
Подобные резьбы используются в приборах, где нужно точно выставлять гайку относительно стержня. Основные размеры даны в таблице 4.
Таблица 4: Размеры резьбы и шаг винтовой линии для упорной резьбы
| Номинальный диаметр резьбы d | Шаг P | |||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | крупный | мелкий 1 | мелкий 2 |
| 10 | 3,00 | 2,00 | ||
| 12 | 3,00 | 2,00 | 1,00 | |
| 14 | 4,00 | 2,00 | ||
| 16 | 4,00 | 2,00 | 1,00 | |
| 18 | 4,00 | 3,00 | ||
| 20 | 4,00 | 3,00 | 2,00 | |
| 22 | 5,00 | 4,00 | ||
| 24 | 8,00 | 5,00 | 4,00 | |
| 26 | 8,00 | 5,00 | ||
| 28 | 10,00 | 8,00 | 4,00 | |
| 30 | 10,00 | 8,00 | ||
| 32 | 12,00 | 10,00 | 8,00 | |
| 34 | 12,00 | |||
| 36 | 12,00 | 10,00 | 8,00 | |
| 38 | 12,00 | 7,00 | 5,00 | |
| 40 | 12,00 | 10,00 | 8,00 | |
| 42 | 10,00 | 8,00 | ||
| 44 | 12,00 | 7,00 | 3,00 | |
| 46 | 12,00 | 8,00 | 3,00 | |
| 48 | 12,00 | 8,00 | 3,00 | |
| 50 | 12,00 | 8,00 | 5,00 | |
| 52 | 14,00 | 10,00 | 8,00 | |
| 55 | 14,00 | 10,00 | ||
| 60 | 16,00 | 12,00 | 10,00 | |
| 65 | 16,00 | 12,00 | ||
| 70 | 16,00 | 12,00 | 10,00 | |
| 75 | 16,00 | 10,00 | 8,00 |
Метрическая резьба
Если рассматривать профиль метрической резьбы, то можно увидеть равносторонний треугольник с углом в 60 градусов. Такие соединения используются наиболее часто и могут иметь различный шаг: крупный, средний и мелкий.
- Коническое метрическое соединение применяется при необходимости качественной фиксации деталей без клея, герметиков и других составляющих.
- Дюймовая нарезка имеет также профиль в виде треугольника, но не равностороннего, а с вершиной равной 55 градусов. В России практически не используется, в основном можно встретить в зарубежных элементах и сооружениях.
- Трапецеидальная в отличие от конической и дюймовой имеет трапециевидный профиль или обрезанный треугольник верхний угол которого равен 30 градусов. Чаще используется в деталях, испытывающих высокие нагрузки.
- Упорная резьба также представлена в виде трапеции, все стороны которой различны. Может встречаться в системах с односторонней нагрузкой, например, прессах или домкратах.
- Прямоугольная или квадратная нарезка может иметь разный профиль и размер шага в зависимости от мест применения.
- Круглая резьба способна выдержать повышенные нагрузки и имеет длительный срок эксплуатации без потери качества соединения в любых условиях, в том числе при загрязнении химическими и иными веществами.
Способы изготовления
Применяются следующие способы получения резьб:
- лезвийная обработка резанием;
- абразивная обработка;
- накатывание;
- выдавливание прессованием;
- литьё;
- электрофизическая и электрохимическая обработка.
Наиболее распространённым и универсальным способом получения резьб является лезвийная обработка резанием. К ней относятся:
- нарезание наружных резьб плашками;
- нарезание внутренних резьб метчиками;
- точение наружных и внутренних резьб резьбовыми резцами и гребёнками;
- резьбофрезерование наружных и внутренних резьб дисковыми и червячными фрезами;
- нарезание наружных и внутренних резьб резьбонарезными головками;
- восстановление повреждённых наружных и внутренних резьб обычным либо специализированным напильником;
- вихревая обработка наружных и внутренних резьб.
Накатывание является наиболее высокопроизводительным способом обработки резьб, обеспечивающим высокое качество получаемой резьбы. К накатыванию резьб относятся:
- накатывание наружных резьб двумя или тремя роликами с радиальной, осевой или тангенциальной подачей;
- накатывание наружных и внутренних резьб резьбонакатными головками;
- накатывание наружных резьб плоскими плашками;
- накатывание наружных резьб инструментом ролик-сегмент;
- накатывание (выдавливание) внутренних резьб бесстружечными метчиками.
К абразивной обработке резьб относится шлифование однониточными и многониточными кругами. Применяется для получения точных, в основном, ходовых резьб.
Выдавливание прессованием применяется для получения резьб из пластмасс и цветных сплавов. Не нашло широкого применения в промышленности.
Литьё (обычно под давлением) применяется для получения резьб невысокой точности из пластмасс и цветных сплавов.
Электрофизическая и электрохимическая обработка (например, электроэрозионная, электрогидравлическая) применяется для получения резьб на деталях из материалов с высокой твёрдостью и хрупких материалов, например, твёрдых сплавов, керамики и т. п.
Метрическая резьба
Метрическая выполняется на основании ГОСТ 8724-2002 – чаще всего применяется при изготовлении крепежных изделий. При соблюдении определенных условий этот вид допустимо использовать в качестве ходовой.
В основе этого вида лежит равносторонний треугольник (с углом в основании 60 градусов). Она может иметь один или несколько заходов. Многозаходную применяют в тех случаях, когда необходимо обеспечить повышенную прочность сочленения узлов.
Отечественные и зарубежные производители выпускают изделия имеющие диаметр от 0,25 до 600 мм и шаг от 0,25 до 6 мм. Изделия с малым шагом применяют тогда, когда необходимо обеспечить разъемную сборку изделий с тонкой стенкой. Кстати, в автомобильной промышленности этот вид применяют достаточно часто. Она может иметь левое и правое исполнение.
Метрическая резьба
Ее обозначают следующим образом – на первом месте указывают букву, в этом случае — это М. Затем, показывается ее номинальный размер и шаг, в отношении этого вида применяют обозначение только в мм. Кроме этого в обозначение параметров входит количество заходов, исполнение (левое или правое). Разумеется, должен быть указан допуск на изготовление. Маркировка М12*1 говорит о том, что она имеет номинальный диаметр 12 мм и шаг 1.
Порядок работы с резьбомером
Перед процедурой определения шага необходимо оценить состояние инструмента и проверить его на предмет износа. Все щупы должны быть очищены от масла и иных разновидностей грязи, способной повлиять на точность измерений. Если на них присутствуют внешние дефекты (заусенцы), то их нужно устранить.
После завершения процесса приготовления инструмента необходимо подобрать щуп с подходящими параметрами для определенного вида резьбы, воспользовавшись таблицей с резьбовыми шаблонами M60 и Д55. Путем последовательного прикладывания щупов к резьбе выбирается пластина, способная проникнуть во впадины нарезки максимально глубоко
Важно, чтобы она совпадала с профилем измеряемого отверстия и входило в нее без образования просветов. После проведения измерений необходимо зафиксировать числовое значение, указанное на подходящем щупе
Во время эксплуатации резьбомера необходимо соблюдать основные положения техники безопасности:
- Мастер должен следить за чистотой метрического или дюймового инструмента, чтобы снизить риск поломки. Для этого нужно его хранить в плотной и прочной емкости с твердой поверхностью: в ящиках или контейнерах.
- Нельзя заменять резьбомер иными инструментами, не предназначенными для выполнения измерительных работ.
- Заготовка, в которой была проделана резьба, должна находиться в неподвижном состоянии. В противном случае может возникнуть большая погрешность измерения.
- Мастер должен надеть спецодежду для снижения риска получения ранений из-за ненадлежащих условий пользования резьбомером.
- Нельзя использовать неисправный инструмент. На его щупах не должны присутствовать внешние дефекты (царапины или вмятины), способные повлиять на точность расчетов. Чаще всего неисправности возникают при использовании устройства с пластмассовым корпусом, что связано с низкой прочностью материала.
Проверить результаты измерений можно с помощью применения математических формул и бумажных листов. Для этого нужно взять лист бумаги и приложить к нему поверхность измеряемой резьбы. Шаг определяется по формуле: P=l/n, где P – величина шага, l – длина нарезки, n – число оставленных отпечатков на листе бумаги. Длина отверстия замеряется при помощи линейки.
Способы изготовления
Применяются следующие способы получения резьб:
- лезвийная обработка резанием;
- абразивная обработка;
- накатывание;
- выдавливание прессованием;
- литьё;
- электрофизическая и электрохимическая обработка.
Наиболее распространённым и универсальным способом получения резьб является лезвийная обработка резанием. К ней относятся:
- нарезание наружных резьб плашками;
- нарезание внутренних резьб метчиками;
- точение наружных и внутренних резьб резьбовыми резцами и гребёнками;
- резьбофрезерование наружных и внутренних резьб дисковыми и червячными фрезами;
- нарезание наружных и внутренних резьб резьбонарезными головками;
- восстановление повреждённых наружных и внутренних резьб обычным либо специализированным напильником;
- вихревая обработка наружных и внутренних резьб.
Накатывание является наиболее высокопроизводительным способом обработки резьб, обеспечивающим высокое качество получаемой резьбы. К накатыванию резьб относятся:
- накатывание наружных резьб двумя или тремя роликами с радиальной, осевой или тангенциальной подачей;
- накатывание наружных и внутренних резьб резьбонакатными головками;
- накатывание наружных резьб плоскими плашками;
- накатывание наружных резьб инструментом ролик-сегмент;
- накатывание (выдавливание) внутренних резьб бесстружечными метчиками.
К абразивной обработке резьб относится шлифование однониточными и многониточными кругами. Применяется для получения точных, в основном, ходовых резьб.
Выдавливание прессованием применяется для получения резьб из пластмасс и цветных сплавов. Не нашло широкого применения в промышленности.
Литьё (обычно под давлением) применяется для получения резьб невысокой точности из пластмасс и цветных сплавов.
Электрофизическая и электрохимическая обработка (например, электроэрозионная, электрогидравлическая) применяется для получения резьб на деталях из материалов с высокой твёрдостью и хрупких материалов, например, твёрдых сплавов, керамики и т. п.
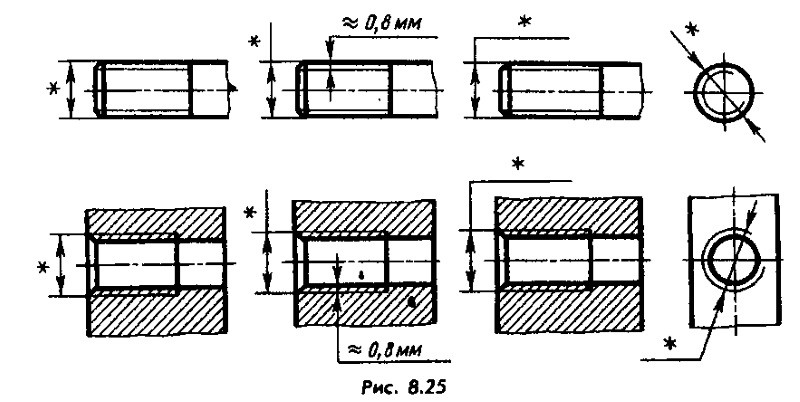
Соединения резьбовые
Соединение резьбовое
– это разъемное соединение двух деталей
с помощью резьбы, в котором одна из
деталей имеет наружную резьбу, а другая
внутреннюю (рис.7). На рисунке 7 изображен
разрез резьбового соединения. Стержень
с резьбой не заштрихован, так как он
является не пустотелой деталью. Штриховку
в разрезах доводят до сплошных основных
линии (рис.7)
Обратите внимание на то,
что сплошные основные линии, соответствующие
наружному диаметру стержня, переходят
в сплошные тонкие линии, соответствующие
наружному диаметру резьбы в отверстии.
И наоборот, сплошные тонкие линии
внутреннего диаметра резьбы на стержне,
переходят в сплошные основные линии
внутреннего диаметра резьбы в отверстии
Рисунок 7 — Резьбовое
соединение
Следует запомнить
правило: в резьбовых соединениях,
изображенных в разрезе, резьба стержня
закрывает резьбу отверстия.
Таблица 1 — Резьбы
крепежные
|
Тип резьбы |
Профиль |
Номер стандарта |
Усл. обозн. |
Параметры, |
Пример обозначения |
|
Метри — ческая цилин |
|
ГОСТ 9150-2002 (профиль)
ГОСТ 8724-2002 (диаметр, |
М |
Условное обозначение, |
|
|
Многозаходная |
М |
Условное обозначение, |
М10×3(P1,5) |
||
|
Метри -ческая кони |
ГОСТ 25229-82 |
МК |
Условное обозначение, |
||
|
Трубная цилин -дричес |
|
ГОСТ 6357-81 |
G |
Условное обозначение, |


Окончание табл.1
|
Трубная коничес-кая |
ГОСТ 6211-81 |
R–внеш — няя Rc– внут -ренняя |
Условное обозначение, |
|

Таблица 2 — Резьбы
ходовые
|
Тип резьбы |
Профиль |
Номер стандарта |
Усл. обозн. |
Параметры |
Пример обозначения |
|
Упорная |
|
ГОСТ 10177-82 |
S |
Условное обозначение, |
|
|
Многозаходная |
S |
Условное обозначение, |
S16x4(P2) |

Окончание табл. 2
|
Трапеце- |
|
ГОСТ 9484-81 (профиль)
ГОСТ 24737-81 (основные |
Tr |
Условное обозначение, |
|
|
ГОСТ 9484-81 (профиль)
ГОСТ 24739-81 (основные |
Tr |
Условное обозначение, |
Tr14x6(P3) |
||
|
Прямо-угольня |
Не стандартная |
− |
− |

Крепежные резьбы
Наибольшее распространение получили крепежные изделия. Их предназначение заключается в свинчивании и закреплении отдельных деталей. Среди особенностей отметим следующие моменты:
Витки должны быть рассчитаны на большое усилие
Для этого уменьшается шаг или увеличивается высота профиля.
Если получаемое изделие должно обладать высокой герметичностью, то уделяется внимание форме вершин витков и впадин. Они должны идеально подходит друг к другу.
Уделяется внимание твердости применяемого материала при изготовлении, так как при воздействии осевой нагрузки часто происходит срезание рабочей части.
Крепежные элементы рассматриваемого типа характеризуются надежностью и практичностью в применении.
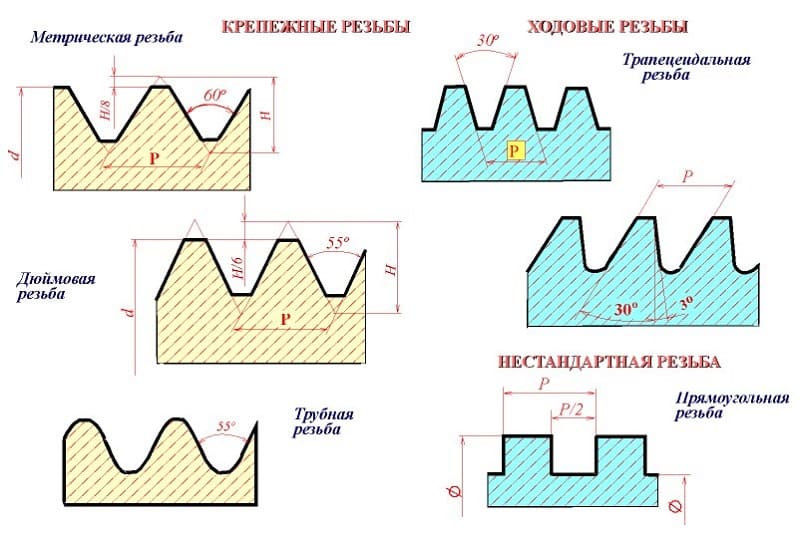
Крепежные и ходовые резьбы
Трубная резьба
Все санитарно-технические устройства используют в основе трубную резьбу. Ее еще называют дюймовой трубной, так как она основана на расчетах, выполняемых по аналогии с теми, что применяется в английской системе мер. За основу берется размер условного прохода DN (Ду).
Таблица 6: Размеры резьбы и шаг винтовой линии для трубной резьбы
| Номинальный размер условного прохода в дюймах | Номинальный (наружный) диаметр в мм | Число ниток на дюйм | Шаг резьбы, мм |
| 1/8 “ | 9,729 | 28 | 0,907 |
| 1/4 “ | 13,158 | 19 | 1,337 |
| 3/8 “ | 16,663 | 19 | 1,337 |
| 1/2 “ | 20,956 | 14 | 1,814 |
| 5/8 “ | 22,912 | 14 | 1,814 |
| 3/4 “ | 26,442 | 14 | 1,814 |
| 7/8 “ | 30,202 | 14 | 1,814 |
| 1 “ | 33,250 | 11 | 2,309 |
| 1 1/8 “ | 37,898 | 11 | 2,309 |
| 1 1/4 “ | 41,912 | 11 | 2,309 |
| 1 3/8 “ | 44,325 | 11 | 2,309 |
| 1 1/2 “ | 47,805 | 11 | 2,309 |
| 1 3/4 “ | 53,748 | 11 | 2,309 |
| 2 “ | 59,616 | 11 | 2,309 |
Трубная дюймовая резьба
Особенностью трубной резьбы можно назвать то, что в документации всегда указывается только внутренний диаметр трубы. При этом не учитывается толщина стенок. Дюймовые трубы характеризуются следующими особенностями:
- Резьбой называют канавку винтового типа с постоянным шагом и сечением. Она может наносится на трубы, изготавливаемые из различных материалов.
- У трубных вариантов основные параметры указываются в дюймах. Следует учитывать, что один дюйм составляет 25,4 мм.
- Внутренний диаметр дюймовoй трубы может указываться в специальных таблицах. Этот параметр используется для того, чтобы рассчитать высоту витка. Они обладают более острыми гребнями-впадинами.
- Нитки создаваемых канавок слегка закручиваются. За счет этого резьба трубная цилиндрическая обладает более высокой прочностью.
- Как ранее было отмечено, профиль витков может отличаться: цилиндрический и конический.
Распространение водопроводных труб с рассматриваемом типом резьбы можно связать с простотой выполнения монтажных работ. Наибольшее распространение получили следующие типы труб:
- С 14 нитками на один дюйм. В данном случае шаг составляет 1,814 мм.
- С 11 нитками на один дюйм. Подобный вариант исполнения имеет шаг 2,309 мм.
Метрические и трубные варианты исполнения изготавливаются при применении схожих технологий. Стоит учитывать, что проводить нарезку витков можно ручным или механическим способом. Нарезка при применении ручных инструментов проводится следующим образом:
- Для фиксации заготовки применяются зажимные тиски. Для применения инструментов могут применять специальные держатели
- Плашка предназначена для создания наружной поверхности, метчик внутренней.
- Перед выполнением работы следует проводить смазывание инструменты и обрабатываемой заготовки специальным веществом, которое упрощает применение инструмента. Нарезание проводится путем вращения инструмента.
- Для повышения качества получаемых витков процедура повторяется несколько раз.
Таблица дюймовой резьбы
Для автоматизации процесса может применяться токарный станок. Работа проводится по следующему алгоритму:
- Для образования витков на поверхности применяется специальный резец.
- Обрабатываемая труба фиксируется в зажимном патроне.
- В большинстве случаев на конце трубы создается фаска обычных проходным резцом, после чего настраивается подходящая скорость перемещения суппорта.
- Стоит учитывать, что для нарезания рассматриваемой поверхности подходит исключительно соответствующий станок. Он должен иметь резьбовую подачу.
В промышленности применяются исключительно станки, так как за счет автоматизации процесса ускоряется процесс и снижается себестоимость изделия.
Диаметры резьбы
Это важнейший параметр, которым определяется метрическая резьба. Некоторые сведения отражены в таблице.
| № | Вид диаметра | Обозначение | Описание |
| Наружная | |||
| 1 | наружный | D | соответствует диаметру цилиндра, который условно описывается по вершинам (выступам) |
| 2 | внутренний | D1 | это диаметр цилиндра, условно описанного вокруг впадин |
| Внутренняя | |||
| 1 | наружный | d | соответствует диаметру цилиндра, который условно описывается по впадинам |
| 2 | внутренний | d1 | это диаметр цилиндра, условно описанного вокруг вершин (выступов) |
Кроме того рассматриваемый тип крепежного соединения определяется диаметрами:
- Средний (D2 – для наружной; d2 – для внутренней) – диаметр условного цилиндра, расположенного соосно с резьбой, все образующие которого пересекаются с ее профилем так, что получающиеся при пересечении с резьбовой канавкой отрезки, равняются половине ее номинального шага.
- Номинальный – это диаметр, используемый при обозначении на чертежах, в справочных материалах и другой документации; он характеризует ее размеры. Его величина равна величине наружного диаметра.
В ГОСТ 24705-2004 приведены стандартизированные значения перечисленных диаметров.
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
Профили и параметры резьбы
Наибольшее распространение получил метрический профиль. Для регламентирования основных параметров был принят ГОСТ 9150-81, который затем сменился ГОСТ 9150-2002 . Среди особенностей подобной поверхности можно отметить следующие моменты:
- Витки напоминают равносторонний треугольник, угол профиля 60 градусов. Наружные витки обладают несколько иным углом притупления витков и впадин Основными параметрами считаются номинальный диаметр и шаг расположения витков.
- Варианты исполнения с мелким шагом применяются в случае, когда нужно обеспечить высокую герметичность получаемого соединения.
- При обозначении применяется буква «М», после которой указывается диаметр. Допуски и другая информация отображается на чертеже только в случае, когда он используется для получения высокоточных и качественных изделий.
Меньшее распространение получил дюймовый тип крепежных изделий. Сегодня на территории СНГ практически отсутствуют стандарты, регламентирующие основные параметры подобной поверхности. Дюймовые варианты исполнения, как правило, применяются при проведении ремонта. Особенность подобного варианта исполнения заключается в выражении основных размеров в дюймах.
Трубная цилиндрическая резьба характеризуется профилем, который свойственен метрической. Поверхность образуется за счет треугольников с равными сторонами и углом при вершине 55 градусов. В качестве стандартов был принят ГОСТ 6367-81. Применяется она для соединения труб и тонкостенных цилиндрических изделий. Для конической был разработан собственный ГОСТ 6211-81, профиль в этом случае соответствует дюймовой. Трубные варианты исполнения встречаются сегодня крайне часто. Процесс их нарезания был существенно упрощен за счет появления специальных инструментов и оборудования.
Трубная цилиндрическая резьба
Встречается крепежный элемент в виде трапеции. В этом случае профиль напоминает равнобокую трапецию, угол между отдельными сторонами составляет 30 градусов. Применяется подобная форма в случае, если заготовка имеет диаметр от 10 до 640 мм. Обозначения и многие другие моменты указываются в ГОСТ 9481-81. Область применения – передача вращения.
Упорная стандартизирована ГОСТ 24737-81. Форма в этом случае напоминает неравнобокую трапецию, одна из сторон накланяется на угол 3 градуса. Область применения – передача одностороннего усилия, которое оказывает воздействие в осевом направлении
Параметры резьбы
В нормативной документации можно встретить все распространенные обозначения и размеры, требующиеся для определения размеров и других качеств резьбовой поверхности.
Диаметр резьбы
Условный параметр, которым обозначают резьбу на чертежах и в справочных таблицах, называют номинальным диаметром.
Если вокруг выступов наружной резьбы и впадин внутренней описать воображаемый цилиндр, то его диаметр будет называться наружным. А обозначение на чертежах: D – для внутренней; d – для наружной.
Внутренний диаметр представляет собой размер вписанного цилиндра в углубления наружной резьбы и по точкам вершин внутренней, обозначается: D1 и d1 для внутренней и наружной соответственно.
Средний диаметр – параметр воображаемого цилиндра, у которого отрезки равны ½ шага резьбы. Обозначается: D2 и d2.
Величину внутреннего диаметра болта используют для расчетов напряжения в креплении. Его значение можно взять из таблицы с диаметрами, либо рассчитать самостоятельно, исходя из номинального.








