Какие бывают виды фрез по дереву для ручного фрезера
Содержание:
- Как выбрать?
- Дополнительные требования к твердосплавным концевым фрезам
- Кольцевые или корончатое сверло
- Угловые — конструкция и применение
- Угловые фрезы
- Фрезы для создания столярных соединений
- Оборудование для фрезерования концевыми фрезами
- Классификационные признаки
- Обзор видов
- Классификация концевых фрез
- Правила эксплуатации
- Фреза фасонная радиусная
- Фреза фасонная выпуклая
- Правила использования и хранения
- Советы по выбору
- Из чего состоит инструмент?
- Правила фрезерования и полезные советы
- Изготовление фасонных фрез
- Характеристика
- Особенности конструкции
- Особенности эксплуатации
Как выбрать?
Выбор и приобретение фрез для работы по металлу – это довольно сложный и длительный процесс. При этом пользователь должен учитывать несколько ключевых факторов. Рассмотрим подробнее основные из них.
-
Для начала нужно определиться с назначением приобретаемого вами устройства. Например, вы можете приобретать детали для металлообработки, для снятия фаски, для ручного фрезера, для обработки, для сверления отверстий, для дремеля, на дрель. Для каждого из этих процессов понадобятся различные типы устройств.
-
Сегодня на строительном рынке для приобретения доступны как одиночные фрезы, так и полноценные наборы таких деталей. Очевидно, что набор будет значительно дороже по стоимости, но, с другой стороны, вам не придется заботиться о приобретении нескольких фрез.
-
С помощью фрез можно осуществлять разнообразные типы работы: грубая обдирка заготовки, чистовая обработка по плоскости, создание канавок, обработка углов и кромок, выборка шпоночных пазов и многое другое. Так, в зависимости от конкретного случая вам может понадобиться угловая, фигурная, шпоночная или фреза другого типа.
-
В связи с широкой распространенностью фрез и востребованностью данных деталей среди пользователей производством, выпуском и продажей таких деталей занимается большое количество компаний (как отечественных и зарубежных). Соответственно, при покупке у пользователя может возникнуть большое количество трудностей, связанных с выбором. В любом случае следует отдавать предпочтение только той продукции, которая была изготовлена проверенным производителем, пользующемся доверием и любовью покупателей.
-
В процессе приобретения фрез обязательно убедитесь в том, что рабочий элемент хорошо сочетается с фрезерным устройством, которое уже у вас есть. В противном случае вы просто зря потратите свои средства.
-
Прежде чем приобретать ту или иную модель фрезы по металлу, нужно изучить отзывы потребителей. Таким образом вы сможете убедиться в том, насколько заявленные производителем характеристики соответствуют реальному положению дел.
Дополнительные требования к твердосплавным концевым фрезам
Твердосплавные цельные концевые фрезы, изготовленные из твердых сплавов марок ВК, рекомендуется использовать для металлообработки до следующих значений износа зубьев.
-
Для концевых фрез с сечением до 3 мм — 0,15 мм.
-
Для концевых фрез с сечением от 3 до 6 мм — 0,25 мм.
-
Для концевых фрез с сечением от 6 до 10 мм — 0,3 мм.
-
Для концевых фрез с сечением от 10 до 16 мм — 0,35 мм.
-
Для концевых фрез с сечением 16 мм и более — 0,5 мм.
Конусность режущих участков твердосплавных фрез должна находиться в пределах от 0,01 (сечение инструмента — 1–5 мм) до 0,03 мм (сечение инструмента — 12 и более мм).
Радиальное биение должно варьироваться в пределах от 0,015 до 0,03 мм. Допускается небольшое отклонение по длине — +1–2 мм.
Кольцевые или корончатое сверло
Для получения отверстий в металлических заготовках применяются кольцевые фрезы, которые еще также называют корончатыми сверлами или коронками. В сравнению со спиральным сверлом, корончатое сверло обеспечивает повышенную производительность (скорость сверления в 4 раза выше), но самое главное, они позволяют сверлить отверстия больших диаметров.

Применяются кольцевые фрезы не только с ручным фрезером, но и магнитными дрелями. В быту кольцевые насадки можно применять на электродрелях, только при этом сверлить разрешается металл, толщина которого не должна превышать 4-5 мм.
В конструкции корончатых сверл имеются центрирующие сверла, которые играют роль керна. Рассматриваемые оснастки также выпускаются двух типов — с подшипниками и без. С подшипниками насадки применяются для работы на ручном фрезере с целью обрабатывания кромок детали. Безподшипниковые коронки позволяют производить обработку на любом участке заготовки, но для точных работ они не подходят.

Это интересно! Кольцевые фрезы пользуются популярностью в хозяйстве для сверления отверстий в листовых материалах. Чтобы просверлить отверстие большого диаметра в толстом металле, понадобится не только качественная фреза из твердосплавных материалов, но еще и мощные электроинструменты.
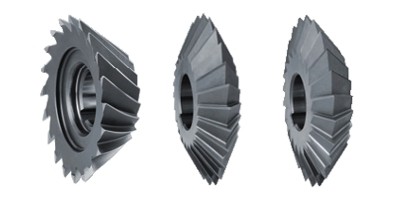
Угловые — конструкция и применение
Для подготовки канавок с угловым профилем применяются угловые фрезы по металлу. С их помощью производится прорезка стружечных углублений, а также выполняется развертка и зенковка. Для изготовления насадок используется быстрорежущая сталь. Отличительная особенность угловой фрезы в том, что рабочая часть имеет коническую форму. Угловые насадки сочетают в себе конструкцию дисковых и концевых фрез. Типичный представитель угловой фрезы — насадка ласточкин хвост.
Рабочая часть состоит из зубьев, расположенных по окружности насадки. Торцевая часть оснастки имеет увеличенную форму зубьев, которые уменьшаются в сторону к хвостовой части. Угловые фрезы бывают цельными и разборными, и отличаются они еще по диаметрам.
Различаются они также по такому признаку, как расположение режущей кромки. На основании этого признака выделяют одноугловые и двухугловые фрезы. Отличаются они тем, что двухугловые модели имеют режущую кромку, расположенную на смежных конических поверхностях, в то время как на одноугловой они находятся на одной поверхности. Отличаются насадки по углу скоса зубьев. Угол скоса может быть разным 30, 45, 50, 55, 60 и более градусов. Все зависит от поставленных технологических задач.
Это интересно! Фреза, которая известна под названием «ласточкин хвост», относится не к дисковым и угловым режущим оснасткам.
https://youtube.com/watch?v=HO-XXKEhfGI%3F
Угловые фрезы
Угловая необходима для создания углового паза и края наклонной и ли скошенной плоскости. На 1-угловых фрезах режущие пластинки расположены вертикально, вдоль конического корпуса и на его торце. 2-угловые отличаются расположением 2 режущих кромок на взаимодействующих смежных корпусах. Чаще всего эти фрезы применяются в производстве фрезерного инструмента.
Угловые фрезы
Угловая малого размера относится к группе концевых, она оснащена хвостовиком. Толщина её среза неравномерная – минимальное значение у оси вращения, максимальное по диаметру создаваемой окружности, у режущей вершины зуба. Перепады угла резки отражаются на неравномерном нагреве инструмента, что быстро выводит его из строя. Прореживание зубьев через один несколько уменьшит нагрев. Для продления срока службы целесообразно скруглить вершину зубьев.
Фрезы для создания столярных соединений
Конструкционными называют фрезы, предназначенные для подрезки деталей для столярных соединений. Как правило, это не отдельные фрезы, а комплекты с ответно-зеркальной формой профилей. Основных видов таких фрез существует несколько.

Микрошиповые фрезы используют для подрезки торцов деталей перед клеевым сращиванием. С их помощью можно формировать пазы и шипы как прямоугольной, так и клиновидной формы. В комплект обычно входит две фрезы, в одной из них режущие кромки смещены на ползуба.

Комплект пазо-шиповых фрез так же состоит из двух частей: одной нарезается паз, другой выступ на ответной детали. Как правило, применяются такие фрезы при изготовлении шпунтованной половой доски или при сплачивании мебельных щитов. В отличие от обычных дисковых или пазовых фрез, которые можно было бы использовать с той же целью, пазо-шиповой комплект имеет оптимальные значения присадки и не требует тщательной регулировки по высоте.

Фрезы для угловых соединений одинарные, но проход по соединяемым деталям выполняется в разных положениях. Также возможно использование такой фрезы для плоского сращивания на клею
Обратите внимание, что изначально фреза такого типа предназначалась для работы на фрезерном столе, и использовать её для ручного инструмента получится только при наличии специального упора и ограничителя

Для нарезки соединения «ласточкин хвост» используется одна трапециевидная пальчиковая фреза. Однако для нарезки нужного профиля на торце доски, опять же, понадобится поперечный упор или специальный шаблон. Ширина хвоста может быть произвольной, но чаще паз под него готовится за один проход фрезы. К этому типу соединений можно отнести другие, схожие по принципу, но с Т-образной или Ф-образной формой паза. Для них так же существуют собственные парные комплекты фрез.
Оборудование для фрезерования концевыми фрезами
Для фрезерования концевыми фрезами применяются горизонтальные и вертикальные фрезерные станки. Инструменты устанавливают в различные по конструкции патроны.
Патроны для концевых фрез с цилиндрическими хвостовиками
Концевые фрезы с цилиндрическими хвостовиками фиксируют при помощи таких патронов.
Изображение №8: патрон для концевых фрез с цилиндрическими хвостовиками
Они состоят из корпусов (1), гаек (2) и кулачков (3). Корпус устанавливается в шпинделе и затягивается шомполом. Кулачки зажимают инструмент при помощи кольцевой (4) и промежуточных пружин.
Патроны для концевых фрез с коническими хвостовиками
Имеют такую конструкцию.
Изображение №9: патрон для концевых фрез с коническими хвостовиками
Корпус (3) закрепляется в шпинделе станка при помощи шомпола. В сменной втулке (4) имеется винт (5), предназначенный для фиксации фрезы. Пояски втулки проходят через отверстия навернутой на корпус гайки (2) и вставляются в имеющиеся на торце пазы. Положение гайки регулируется при помощи специального винта (6).
Важно! Сменные втулки имеют стандартные размеры, соответствующие конусам Морзе.
Цанговые патроны
Предназначены для крепления концевых фрез с цилиндрическими хвостовиками.
Изображение №10: цанговый патрон
Конический хвостовик такого патрона затягивается в шпинделе станка при помощи шомпола. Спереди имеется выточка. В нее входит цанга (1). Это коническая разрезная втулка имеющая отверстие, диаметр которого соответствует диаметру хвостовика закрепляемой фрезы. Для ее фиксации цанга сжимается гайкой (2).
Патроны с регулируемыми эксцентриситетами
Состоят из корпусов (1), колпачковых гаек (3) и втулок (2).
Изображение №11: патрон с регулируемым эксцентриком
Втулка в таком патроне эксцентрично закреплена по отношению к оси вращающейся фрезы (4). Она крепится при помощи двух винтов (5). При поворачивании втулки регулируется ширина паза.
Классификационные признаки
Многообразные виды фрезерных станков зависят от назначения и конструкционных особенностей агрегата, вариантов подачи самой фрезы. Он бывает:
- вращательным;
- винтовым;
- прямолинейным.
Всегда рабочие зубья на режущей кромке производятся строго из наиболее прочных стальных сплавов либо кардной проволоки, алмаза и других.
Классификационные признаки для фрез следующие:
- конструкционные особенности (цельный, сборный);
- направленность рабочих зубцов;
- материал на режущей кромке;
- положение резцов;
- вид зубьев;
- вариант крепления элементов в области режущей кромки.
Обзор видов
По типу и конструкции зуба
Фрезы подразделяются по признакам направления зубьев на правый и левый тип. Установить принадлежность к той или другой группе помогает ход винтовой линии на рабочей грани. Также стоит отметить, что для ручного фрезера применяют модели с равномерным либо неравномерным выставлением рабочего блока. Чаще всего предусматривается единственный угловой шаг, а прорезающие кромки расставляются равномерно по отношению к общей оси, но бывают и исключения; они нужны главным образом при работе на станках, подверженных сильной вибрации.


По материалу
Основные цилиндрические фрезы могут быть изготовлены из:
- углеродистой стали;
- твердого сплава;
- быстрорежущего сплава;
- стали легированных марок.
Кроме того, углеродистая сталь приемлема лишь для фрез небольшой величины. Что касается твердых сплавов, то наряду с более известными их вариантами в последние годы на рынке все чаще фигурируют сочетания с карбидом тантала.


Часть инженеров экспериментирует со специальными пластинками, которые не требуется перетачивать. А вот пластинки с износостойким покрытием — это наиболее современный вариант, и пока что он еще освоен недостаточно. Использование таких моделей сопряжено с изрядным риском. Более широко применяются быстрорежущие стали хорошо зарекомендовавших себя марок:
- Р9;
- Р12;
- Р18.


В последнее время разработчики таких соединений стараются минимизировать концентрацию вольфрама и поднимать насыщение углеродом. Это позволяет добиться оптимального соотношения технических и экономических показателей готовой продукции. Но разница касается не только используемых материалов.
Режим прореза для металлического и деревянного изделий совершенно отличается. Скорость работы даже с самой прочной древесиной, включая и железное дерево, куда выше скорости прореза наиболее «мягких» металлов. Разница касается и тех металлов (сплавов), на основе которых делается инструмент. Также не совпадают и углы заточки зубцов. Все, кто хоть раз пытались обрабатывать дерево «металлическим» приспособлением, получали обескураживающий результат; противоположная попытка неизменно вела и ведет только к поломке изделия при касании.


Отдельная важная тема — насадная фреза. В основном подобные приспособления находят применение в работах по дереву. Но встречаются и модели, рассчитанные на металлообработку. Оба класса обеспечивают как «плоскую», так и «профильную» обработку материала. В столярном производстве насадными фрезами пользуются, чтобы получать плинтусы, наличники и некоторые другие полезные конструкции.


С их помощью обрабатывают как закрытые пленками или пластиками, так и не имеющие дополнительной облицовки заготовки. Допускается применение и на обычном фрезерном, и на четырехстороннем станке. Возможна успешная работа с древесиной всех групп твердости. Но и на этом типе доступные потребителю варианты не заканчиваются. Модульные цилиндрические фрезы технически сложны.
Их технологический расчет и адаптацию под конкретную работу могут выполнить только опытные инженеры с солидными знаниями. Обычно на изготовление модульной фрезы пускают стали Р6М5 и Р18. Чаще всего производственники стараются использовать 8-15 наиболее ходовых размерных позиций этого инструмента. Он находит широкое применение в металлообработке при производстве различных колес и других похожих изделий.


Отдельно стоит цилиндрическая фреза типа закругленный цилиндр. Преимущественно закругляют конец такого изделия. Но любопытно, что подобные модели, в том числе и корундовые, применяют скорее для маникюра, а не в серьезном промышленном производстве. Технология их получения подразумевает запекание корундового порошка на полимерной основе
Важное преимущество — щадящее исполнение, которое не сказывается отрицательно на обрабатываемой коже и ногтях, в отличие от многих других внешне похожих приспособлений


Классификация концевых фрез
Специальной расширенной классификации для концевых фрезеров не существует, поэтому они классифицируются по общим для фрезерного инструмента перечням с добавлением характерных для них признаков. Ниже приведены основные разделы классификации, применяемой для различных видов концевых фрез по металлу:
По производственному назначению
В данном разделе основным признаком является вид и форма обрабатываемой поверхности. На основании этого выделяют следующие виды этого инструмента:
- общего применения;
- с торцевой режущей частью;
- для шпоночных пазов (в т.ч. для пазов сегментных шпонок);
- для фигурных пазов;
- для фигурных плоских профилей;
- копирные.

По конструктивному признаку
ГОСТ обязывает производителей выпускать концевые фрезы двух типов длин: нормальной и длинной и определяет соотношение размеров хвостовика и режущей части. Но помимо этого на рынке присутствуют фрезы концевые как удлиненные, так и очень короткого размера (народное название — «пальчиковые»). Кроме типов и соотношений длин ГОСТом определяются виды хвостовиков (различные типы конических и цилиндрических), а также размерные ряды диаметров. Чаще всего в промышленном производстве применяется фреза концевая с коническим хвостовиком.
https://youtube.com/watch?v=cC80qYBD7oM
Государственные стандарты определяют только общие требования к фрезерному инструменту. Вместе тем мировые производители предлагают различные новаторские конструкции. Их примером могут служить концевые модульные фрезы, в которых режущая часть крепится к хвостовику с помощью высокоточного винтового соединения. Другая интересная разработка — концевая шестизубая обгонная фреза с верхними и нижними подшипниками для чистовой обработки пазов по шаблону.
По форме режущих поверхностей
Для формирования специфических профилей поверхностей обрабатываемых изделий в дополнение к инструменту общего назначения была создана большая группа фасонных концевых фрез. Среди них основными являются радиусные и фигурные пазовые фрезерные инструменты, а также фрезеры для 2D и 3D обработки. Основные виды концевых фрезеров, классифицированные по форме режущих поверхностей — это:
- цилиндрическая;
- торцевая;
- шпоночная;
- фреза концевая радиусная;
- фреза радиусная вогнутая;
- Т-образная фреза;
- фреза для паза «ласточкин хвост»;
- угловая концевая фреза;
- концевые конические и цилиндрические фрезы с прямым и закругленным концом.
По количеству режущих кромок и направлению вращения
Процесс заглубления в металл режущей кромки и снятия ею одного слоя припуска называется «заходом». Чем больше режущих поверхностей у фрезера, тем больше заходов он совершает за один оборот. Концевой фрезерный инструмент с одной режущей поверхностью является однозаходным. Если поверхностей больше одной, то инструмент многозаходный (одно-, двухзаходные фрезы и т.д.).

Кроме этого существует обширная классификация концевых фрезеров, основанная на геометрии и формах режущих поверхностей, зубов и кромок.
Правила эксплуатации
Фрезеровщик Иванов знает требования ТБ как свои 3 пальца. Этот производственный анекдот отражает главное требование к работе – всегда соблюдать технику безопасности.
При покупке и эксплуатации дисковых фрез соблюдайте простые правила.
- Новая фреза должна быть тщательно упакована в промасленную бумагу.
- Снимайте процесс распаковки нового инструмента на видео. Тогда, в случае чего, легче доказать свою правоту продавцу.
- Надёжно устанавливайте инструмент в приспособлении. Обычно фрезы закрепляются гайкой с шайбой. Они ни в коем случае не должны шататься. Периодически проверяйте надёжность затяжки крепежа.
- Особенно тщательно устанавливайте инструмент в специальные головки на станках с ЧПУ. Как правило, они обрабатывают детали массово, поэтому ошибка может стоить дорого. Это касается корпусных станков, головок для нарезания резьбы и прочего.
- Перед работой делайте расчёты режимов резания с учётом вида фрезы и схемы фрезерования (встречное, попутное).
- Правильно подбирайте СОЖ (смазочно-охлаждающую жидкость), исходя из её состава и области применения. Работать без СОЖ категорически не рекомендуется.
- Фрезы обладают своим периодом стойкости, не превышайте его.

Правильно выбирайте материал режущих кромок для конкретных заготовок.
- Инструментальная сталь – У8, У10. Используется для деревянных изделий.
- Быстрорежущая сталь – Р6М5, Р18. Применяется для чугунов и мягких сталей.
- Твёрдые сплавы – Т5К10, Т15К6. Нужны для резания твёрдых сталей.
- Металлокерамика, минералокерамика. Обрабатывают особо твёрдые материалы.
Не допускайте чрезмерного износа фрезы, иначе возрастут силы резания, на изделии появятся трещины, а сам инструмент безнадёжно испортится. Время, через которое фреза подлежит переточке, должно совпадать с периодом стойкости.
После переточки корректируйте наладку станка, поскольку геометрия фрезы меняется.
Фрезы требуют хранения в сухих помещениях на стеллажах и в деревянных ящиках. При длительном простое инструмент нужно покрыть слоем масла.

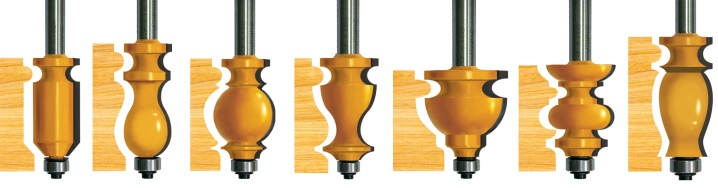
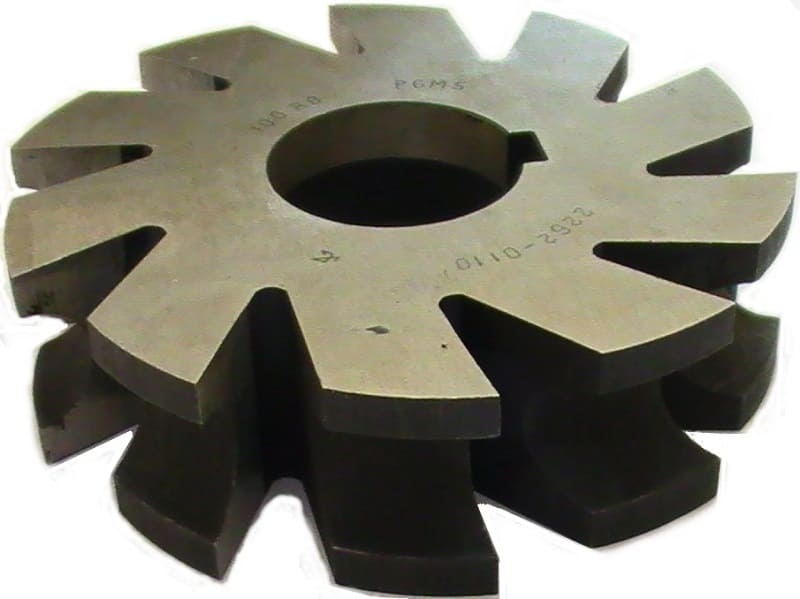
Фреза фасонная радиусная
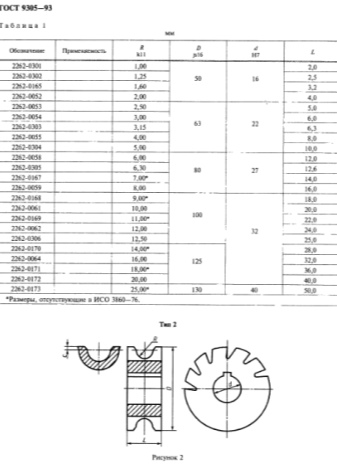
Фреза фасонная радиусная — это универсальное изделие, которое может быть использовано для обработки пазов с внутренними и внешними закруглениями. Изготавливаются по ГОСТ 9305-93.
Режущая часть радиусной фрезы позволяет выполнять не только отрезные работы, но и осуществлять выборку пазов и создавать скульптурную отделку на поверхности обрабатываемой заготовки. Использовать данный инструмент можно как в ручных станках, так и на автоматизированном оборудовании.
Фото №3: фреза радиусная вогнутая
Фото №4: фреза радиусная выпуклая
В зависимости от назначения, фреза радиусного типа может быть:
- вогнутой;
- выпуклой;
- комбинированной.
Фреза фасонная выпуклая
Фреза фасонная выпуклая используется для создания внутренних закруглений пазов и выступов. Характеристики изделия могут варьироваться в зависимости от сложности поверхности. Все данные можно найти на поверхности самой фрезы.
Согласно ГОСТ 9305-93, диаметр выпуклой фасонной фрезы может составлять от 50 до 160 сантиметров, радиус — от 1 до 25 миллиметров.
Оснастка выпуклой формы широко используется на станках горизонтального типа и универсальном оборудовании, которые используются машиностроительными предприятиями. Изготавливаемые из высококачественной стали, фрезы могут работать даже при интенсивных нагрузках, не теряя своих качеств.
Правила использования и хранения
Важно не только правильно выбрать подходящий вам тип фрезы по металлу (при этом обязательно учитывать все характеристики и принципы выбора, описанные выше), но и правильно использовать деталь, а также хранить ее с учетом всех рекомендаций. Рассмотрим несколько советов специалистов
-
В первую очередь необходимо помнить о том, что разрешено использование фрезы исключительно по ее назначению. Не применяйте детали по вашему усмотрению – это может привести не только к поломке самого инструмента или его комплектующих, но также и к травмам.
-
Традиционно при покупке фрезы вы получите стандартную комплектацию, в которую также входит и инструкция по эксплуатации для пользователя. Обязательно ознакомьтесь со всеми советами и рекомендациями производителя, и только после этого приступайте к использованию детали.
-
Перед тем как отправлять фрезы на хранение, их в обязательном порядке нужно почистить и смазать. Благодаря этому вы продлите срок службы ваших изделий, соответственно, значительно сэкономите свой бюджет, так как не придется покупать новые взамен испорченных.
-
Ни в коем случае нельзя хранить фрезы навалом – их обязательно следует аккуратно расставлять (например, на специально предназначенных подставках). При желании предметы также можно рассортировать по размеру (это значительно облегчит процесс поиска необходимой вам детали).
-
Если вы заметили, что фреза начала приходить в негодность, то ее нужно немедленно заменить. Категорически запрещается эксплуатировать дефектный элемент – это может привести к поломке инструмента и даже к травмам пользователя.
-
Обязательным является соблюдение правил техники безопасности. Например, для подстраховки рекомендуется использовать средства индивидуальной защиты: например, перчатки и очки.
Следует максимально внимательно подходить к выбору данных рабочих деталей, а также соблюдать все правила и рекомендации по их использованию и хранению, чтобы продлить срок службы приобретенных вами изделий.
Советы по выбору
Самое важное — нет никакого смысла полагаться только на готовый типовой набор. Безусловно, входящие в комплект изделия гарантированно совместимы и не вызывают проблем
Однако их возможности обычно скудны и достаточны только для самых базовых типов работ
Особое внимание при отборе посторонних дополнительных фрез стоит уделить сечению хвостовика. Именно по этому показателю оценивается совместимость с используемым оборудованием
Стоит учесть, что отдельные фрезерующие компоненты — на 0,25 и 0,5 дюйма заведомо несовместимы с основной частью цанг. Под них сразу придется заказывать переходник.
Монолитные фрезы компактны и отличаются повышенной производительностью. Однако регулировка расположения изнашивающихся зубьев будет невозможна. Нельзя будет и починить их при поломке. Быстрорежущие изделия, маркированные как HSS, позволяют обрабатывать мягкие древесные породы. Твердые сплавы обозначаются HM. В первом случае работа будет вестись на высоких, а во втором — на низких оборотах.
Из чего состоит инструмент?
Вам будет интересно:Цанговые соединения: классификация, виды труб, техника работы и инструкция по применению
Прежде чем перейти к описанию фрез, классификации и назначения, стоит понять, что представляет собой каждый инструмент. Он состоит из лезвий, тела вращения и зубьев.
Режущая часть изготавливается из твердого сплава, металлокерамики, минералокерамики, алмаза, массива кардной проволоки или быстрорежущей стали. Конструкция может быть сделана из одного материала (цельная), а может быть сборной (различные элементы соединяются между собой при помощи стандартных крепежных элементов, например, винты, клинья, гайки, болты).
Также выделяют фрезы с напаянными элементами для резания. Такие инструменты называются напайные. Сварные фрезы включают в себя хвостовую и режущую части из различных материалов, которые соединяются при помощи сварки.
Вам будет интересно:Гидравлический разрыв пласта: виды, расчет и технологический процесс
Кроме того, существуют фрезерные головки, которые также именуют механические. Это особая разновидность фрез. Классификация фрез подразумевает большое количество инструментов, которые применяют в зависимости от свойств заготовки. К ним относятся инструменты, которые состоят из быстрорежущей стали и сменных пластин (из твердых сплавов). Отдельно головка (без лезвий) называется корпусом.
Правила фрезерования и полезные советы
-
Станок, его шпиндель и стол должны быть чистыми.
-
Не используйте неподходящие рукоятки и ключи.
-
При фиксации в тисках поковок, черных отливок и заготовок из проката одевайте на губки накладки из латуни, меди или алюминия.
-
Накладки также нужны при фрезеровании обработанных деталей и заготовок.
-
Заготовки и зажимные приспособления должны быть очищены от стружки.
-
Не забывайте снимать заусенцы после переходов.
-
Не зажимайте слишком сильно тонкие заготовки.
-
Перед опусканием и поднятием стола не забывайте проверять затяжку.
-
В процессе фрезерования следите за инструментом. О том, что фреза затупилась, можно понять по вибрациям станка и чрезмерному нагреву стружки.
-
Не подводите детали под фрезы резко.
Изготовление фасонных фрез
Изготовление фасонных фрез — процесс довольно трудоемкий, требующий особого внимания при заточке. Любое исправление профиля ведет к ограничению сферы применения изделия.
Материалом для создания фасонных фрез служит быстрорежущая сталь. Применение твердых сплавов при изготовлении данных изделий неактуально, так как это затрудняет процедуру заточки и может сказаться на качестве оснастки. Конструкция фасонных фрез может быть цельной или сборной.
Для обработки деталей с особо сложным профилем изготавливаются особые фрезы, оснащенные твердосплавными пластинами круглой формы, не подлежащими перетачиванию. Диаметр пластин варьируется от 12 до 16 мм. Закрепляются пластины с помощью двух реек, вставляющихся в пазы корпуса фрезы. Чтобы обеспечить чистоту обрабатываемой поверхности, смещение пластин относительно друг друга не должно превышать 2 мм.
Характеристика
Фасонная фреза — это инструмент, который, как понятно уже по самому звучанию, призван обрабатывать фасонные поверхности. Предусматривается возможность работы на незамкнутых плоскостях и в процессе подготовки канавок. Без труда удастся сделать даже очень сложный профиль, если есть хорошее приспособление и профессиональные навыки
Важно: такие модели рассчитаны прежде всего на заготовки, которые сильно отличаются по длине и ширине
Допускается использование как остроконечных, так и затылованных зубцов. Во втором варианте их общий профиль должен быть идентичен профильным особенностям заготовки, а потому требуется сводить передний угол к нулю. Если он отклоняется от этого значения, потребуется вспомогательная доработка (разумеется, проводимая профессионалами согласно технологическим протоколам). Основная проверка и при необходимости отбраковка проводится до начала работы при помощи специального шаблона.


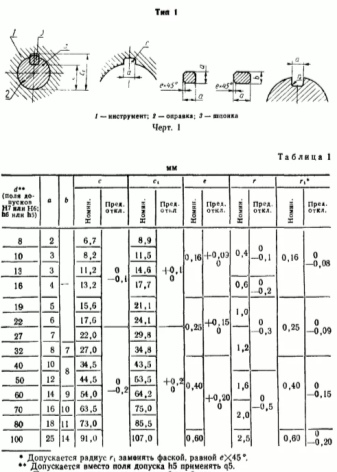
Производство фасонных фрез полностью регулируется по ГОСТ 9305, который был принят в 1993 году. Стандарт охватывает и выпуклые, и вогнутые, и предназначенные для скругления углов метизы. Стандартный размер – от 50 до 160 мм.
Прочие сведения:
- величина шпоночных пазов не может отклоняться от значений, прописанных в ГОСТ 9472;
- дополнительную информацию о внешних размерах фрез технологи берут из стандарта 29116;
- предпочтительно применение быстрорежущей стали, но легированный сплав 9ХС также официально допущен к использованию;
- марка использованной стали должна указываться на торцевой части приспособления.
Особенности конструкции
На фрезерном станке для работы пользуются в основном отрезными и прорезными фрезами дисковыми по металлу ГОСТ 2679-93. Они представляют собой тонкий диск с зубьями по кромке – наружному диаметру. Изготавливаются их высоколегированных сталей инструментальной группы. Основные элементы фрезы:
- ступица с посадочным отверстием;
- диск;
- зубья.
По толщине ступица одинаковая с диском или больше него в пределах 0,2 мм. Она имеет посадочное отверстие со шлицем или без него. Устанавливается инструмент на оправку, закрепленную на шпинделе станка. Фиксируется шайбой и гайкой. Для дисковых пил диаметром более 200 мм стандартом предусмотрены поводковые отверстия. Они сверлятся на втулке в количестве 4 штук.
По назначению дисковые фрезы делятся на 2 класса:
- отрезные – для выполнения отрезных и прорезных работ;
- прорезные – нарезка шлицев на валах, прорезка пазов.
Одной их основных характеристик, влияющих на чистоту резания и производительность, является тип инструмента – размер зуба: мелкий, средний и крупный.
Сами зубья могут быть цельными, нарезанными по краю диска, и вставными. Заточка производится:
- прямая, по режущей кромке;
- по 3 рабочим сторонам – торцевой и боковым;
- с затыловкой – режущая кромка и тыльная сторона зуба.
Способ заточки и форма зуба определяются назначением инструмента, твердостью и вязкостью металла, который обрабатывается, производительностью.
Отрезные
У круглой пилы по металлу – фрезы дисковой отрезной, зуб вырезается с тела инструмента. Размер наружного диаметра по ГОСТ 2679-93 от 20 мм до 315 мм. Отверстие может иметь шпоночный паз. Ступица в большинстве случаев отсутствует. Перепада по толщине отрезная фреза не имеет.
Скачать ГОСТ 2679-93
Профиль стружечных канавок зависит от типа дисковой фрезы и количества зубьев. Угол выдерживается 60 градусов, изменяется глубина канавки и угол заточки. На среднем и мелком зубе делается затыловка под углом до 20 градусов относительно касательной линии наружного диаметра диска. Чем мельче зуб, тем меньше подача инструмента, поскольку стружка должна истекать из паза и не забивать канавки.
На фрезах 3-го типа – с крупным зубом производится заточка боковых поверхностей режущей кромки. В сочетании с глубоким профилем канавок, это позволяет резать быстро, с большой подачей.

При работе дисковой пилы в зону реза подается охлаждающая жидкость. Она способствует истеканию стружки и не допускает перегрева, возникающего при срезании металла фрезой и трении металлических поверхностей.
Прорезные
Шпоночные пазы и канавки имеют определенную конфигурацию и требуют высокой точности и чистоты обработки. У фрезы дисковой прорезной эти параметры обеспечиваются формой зуба и заточкой по трем поверхностям. Режущая кромка по бокам образует прямой угол.
Прорезные дисковые фрезы имеют хорошо выраженную ступицу, выступающую над телом фрезы на 0,2–0,6 мм.
Установочное отверстие со шпоночным пазом, что позволяет резать с большим усилием, избегая проворачивания инструмента на оправке.

Зубья наборные – пластины вставляются в пазы в теле фрезы и припаиваются. На инструменте большого диаметра возможно крепление клиньями. Сборка производится на специальной инструментальной плите, обеспечивающей большую точность по плоскости наружных режущих кромок. После набора пластин и их крепления, дисковая фреза проверяется на торцевое и радиальное биение. Для этого она надевается на оправку и вращается. К торцу и радиусу поочередно подводится индикаторная головка.
Особенности эксплуатации
При выполнении сверлильных операций кольцевым инструментом важно обращать внимание на ряд особенностей
- В ходе разметочной операции нанесение метки керновым приспособлением обязательно, тем более при небольших диаметрах инструмента.
- Стоит строго придерживаться установленных скоростных режимов высверливания. Для инструментов из легированных сталей с диаметром 12-15 мм наименьший параметр – 450 об/мин, для инструментов из твердосплавных металлов минимум составляет 600 об/мин.
- Начало сверления должно быть крайне бережным – технически грамотная подача значительно повышает рабочий ресурс инструмента.
- Следует в ходе сверления периодически вытаскивать фрезу. Это способствует очищению отверстия от стружки при операциях с толщинами свыше 25 мм. При росте противодействия движению в случаях заклинивания фрезы незамедлительно следует:
- вывести фрезу из канала, не приостанавливая вращения;
- удалить стружку, для этого можно использовать бак поступления СОЖ;
- заполнить канал жидкостью СОЖ;
- продолжить процесс высверливания, не меняя расположения оси фрезы, то есть не стоит переустанавливать агрегат или обрабатываемую деталь;
- повторить действие по мере надобности согласно длине отверстия и скорости образования стружки.
5. Следует использовать эффективные новейшие средства СОЖ на всем протяжении операции. Для продуктивного охлаждающего эффекта рекомендуем применять специальные держаки с подводом СОЖ.










