Самодельные вальцы для листового металла
Содержание:
- Конструкция и принцип действия
- Вальцы промышленного производства
- Сфера применения
- Что это такое?
- Преимущества ротационной гибки на вальцах
- Классификация станков
- 3 Простой самодельный агрегат для вальцовки металла
- Изготавливаем гидравлический трубогиб
- Описание вальцов
- Несложный вариант самостоятельного изготовления вальцов
- Разновидности и назначение ювелирных вальцов
- 5 Электромеханическое вальцовочное оборудование
- Как рассчитать длину ремня привода?
- Трубопрокатный станок
- Последовательность изготовления вальцовочного станка с ручным приводом
- Классификация вальцов по типу привода
- Как пользоваться?
- Самодельные приспособления для вальцевания труб
- Процесс изготовления нужно выполнять в следующем порядке:
Конструкция и принцип действия
Вальцовый станок состоит из нескольких ключевых элементов, после изучения которых станет понятен его принцип действия. К ним относятся:
- Несущий элемент или как его еще называют — станина. Может изготавливаться из листовой стали или чугуна.
- Валки, которых может быть от двух до 4. Во время самостоятельного изготовления, мастера рекомендуют устанавливать 3 валка.
- Привод — электрический или гидравлический (на ручных моделях устанавливается ручка для управления валками).
- Панель управления. На системах ЧПУ устанавливаются разные датчики, монитор.
Принцип работы поэтапно:
- Изначально подготавливается лист металла, который будут подвергать вальцовке. Он должен быть ровным, без трещин, выемок. Его располагают на двух нижних валках. Заранее их разводят в разные стороны.
- После этого мастер опускает третий вал к листу, чтобы надежно зажать его между рабочими частями.
- Нижние валки начинают вращаться под действием привода или ручной силы человека. Лист перемещается. С началом движения он начинает огибать валки.
Постепенно металлическая заготовка проходит через все рабочие части по заданным конфигурациям до получения изделия требуемой формы.
 Вальцы с ЧПУ на производстве
Вальцы с ЧПУ на производстве
Вальцы промышленного производства
Промышленность выпускает станки для самостоятельного вальцевания профильной трубы для нужд частного строительства. Стоимость таких устройств начинается от 25 тысяч рублей.
Это переносные, компактные станки:
- с ручным приводом;
- электрические аппараты.
Стандартно вальцы для домашнего использования состоят из:
- Трех закаленных металлических валиков. Два нижних являются подающими. Верхний, прижимной валик, давит на трубу, деформируя ее.
- Прижимного устройства на резьбе.
- Устойчивой станины.
- Крепкого металлического корпуса.
- Рукоятки для приведения в действие цепной передачи.
Ручной станок просто оборудовать электроприводом. У некоторых промышленных вальцов такая модификация предусмотрена производителем. По желанию потребителя электропривод устанавливается при покупке.
Однако приобретать для домашнего использования промышленный станок является роскошью для большинства потребителей. Изготовить самостоятельно такое устройство возможно, при условии владения некоторыми навыками и наличием составляющих частей.
Сфера применения
Свое применение валковые машины нашли при производстве воздуховодов, водостоков, вентиляционных систем, труб, дымоходов.
Небольшие размеры машин позволяют использовать их в любом месте и непосредственно на строительно-монтажном объекте. Ручные вальцы не портят полимерное покрытие листового металла.
Пищевая промышленность использует дробильные вальцы, к примеру, при производстве муки. В химической промышленности можно встретить листовальные, рафинирующие, листогибочные вальцы.
Последние имеют ряд явных преимуществ, таких как: надежность, простота в обслуживании, высокая производительность, система регулировки хода металлического листа.
Что это такое?
Вальцы используются в конструкции дробильных машин и даже оборудования для кузнечного дела. Они представляют собой два валка. Первый крутится в одном направлении, второй – в противоположном ему. Таким образом обеспечиваются должный захват и обработка материала.
Если говорить об особенностях конструкции различных вальцов, то в дробильных станках они имеют рифленую поверхность. Если это ковочный агрегат, то в вальцах есть ручей, габариты которого соответствуют размерам и форме обрабатываемой детали.
В зависимости от того, в какой сфере используется вальцовочный станок, он может обрабатывать заготовки с широким диапазоном толщины. Вот почему на рынке можно встретить как простые ручные листогибы, так и крупногабаритные прокатные машины. Последние оснащаются ЧПУ и имеют в конструкции до 9 валов. Они рассчитаны на большой объем работы, поэтому используются в промышленных масштабах.
Вальцы необходимы в том случае, когда профилю необходимо придать желаемую форму. Она может быть овальной, круглой или даже цилиндрической. Есть станки, которые могут сделать из заготовки изделие с полицентрической или конической формой.
При работе с оцинкованной жестью не нужен большой станок. Даже малогабаритный агрегат способен произвести большое количество изделий, к примеру:
- водостоки;
- дымоходы;
- элементы вентиляционной системы.
Ограничения в работе с таким станком касаются только лишь технических параметров, которыми он обладает. Нужно понимать, что основной и вспомогательный вал обладают разным диаметром. Соотношение между этими показателями влияет на такие параметры, как минимальный и максимальный радиус сгиба.
Максимальная ширина обрабатываемой заготовки определяется длиной вала. От типа привода зависит толщина изделия на выходе.
Преимущества ротационной гибки на вальцах
В процессе деформировании металла на машинах ротационного действия (какими и являются вальцы) основное деформирующее усилие прикладывается не одновременно ко всей поверхности заготовки, а постепенно, по мере того, как в очаг деформации вовлекаются все новые объемы металла. В результате усилие значительно уменьшается, а некоторое снижение производительности гибки в большинстве случаев некритично. Кроме того, сам принцип работы листогибочных вальцев настолько прост, что для самостоятельного изготовления вальцовочного станка не потребуется существенных затрат труда и исходных материалов.
Последовательность операций листовой вальцовки заключается в следующем:
- Исходную заготовку (лист или широкая полоса) заправляют в начальный зазор между рабочими валками.
- Опускают подвижный валок до надежного прижима заготовки к нижним валкам.
- Проворачивая подвижный валок, изгибают заготовку. Количество оборотов инструмента может быть разным — все зависит от ровности поверхности заготовки.
- Когда нужное качество гибки достигнуто, деталь извлекают из валков.
Таким способом можно получать продукцию типа цилиндров и конических деталей, производить правку полос и т.д. Усилие ротационной вальцовки невелико, поскольку трение в ходе штамповки минимально, и необходимо лишь для фиксирования заготовки в валках. Более существенен крутящий момент, но и его значения относительно малы. Они определяются только величиной плеча приложения усилия. Более заметно на усилие процесса влияют физико–механические характеристики материала, и его толщина (для толстолистовых заготовок резко возрастает момент сопротивления сечения). Поэтому ротационная вальцовка выгодна для малоуглеродистой стали толщиной не более 4 мм, жести, алюминия и других высокопластичных металлов и сплавов.
Классификация станков
По методу сгибания вальцы бывают:
- сегментными, где трубы сгибаются под действием одного вытягивающего сегмента;
- дорновыми, которые деформируют тонкостенные трубы;
- пружинными. Благодаря наличию пружины, пластик сгибается без деформации;
- арбалетными, которые предназначены для труб того или иного диаметра.
Станки по методике использования подразделяются на следующие категории:
-
Ручные. Такие станки самые удобные и практичные, их не нужно подключать в сеть. На их основной станине крепят струбцины и подающие вальцы, имеющие цепную передачу. Ручные профильные станки долговечны, надежны, компакты, удобны в плане регулировки и имеют доступную цену. Ручные вальцы имеют подкатегорию ювелирных, их применяют для вальцовки и прокаток заготовок ювелирных изделий;
- Гидравлические. Гидроприводные приборы с большой мощностью, которые отличаются высокой производительностью. Их недостаток – габариты, переместить своими руками без труда такой агрегат не получится;
- Электрические. Высокая производительность достигается за счет работы элекромотора, хотя принцип работы станка не отличается от ручного. Чаще всего их используют в промышленных масштабах, поскольку такие вальцы имеют немалую цену.
Если вы приобретаете или изготавливаете станок своими руками для домашних мелких нужд, то желательно, чтобы он имел такие характеристики:
- мобильность и маловесность;
- компактность;
- экономичность в плане расхода энергии, поскольку мощный аппарат может повредить домашнюю проводку.
3 Простой самодельный агрегат для вальцовки металла
Изготовить своими руками такой станок сможет каждый, кто поставит перед собой подобную задачу. Мы очень коротко опишем, из каких материалов и как именно можно сделать самодельный агрегат. Сначала требуется взять каркас из труб либо изогнутый профиль, который будет выполнять функцию станины.
Затем подготавливаем профиль П-образной формы (идеально, когда материалом для него служит закаленная сталь) для изготовления вертикальной опоры нашего оборудования. Деформирующий узел станка для вальцевания размещается в открытой (верхней) части профиля. Зафиксировать его можно при помощи струбцины, на которую нанесена резьба. Под станиной закрепляют нижнюю часть П-профиля.

Потом устанавливаем ручку подачи и крепим к станине весь механизм, используя подшипники качения. Вы сделали простейший ручной станок для вальцевания своими руками! Желательно предусмотреть в его конструкции специальный механизм, позволяющий выполнять регулировку зазора между валами. Тогда вы сможете производить обработку металла разной толщины.
Несложно изготовить своими руками и более сложный вальцовочный механизм. В интернете сейчас есть немало материалов по данному вопросу. Найдите сайт с соответствующей информацией, посмотрите на чертежи самодельных установок и сделайте своими руками то оборудование, которое идеально подойдет вам.
Изготавливаем гидравлический трубогиб
Рассмотрим схему станка с гидравлическим приводом, где изгиб происходит за счет продавливания профильной трубы по центру пуансоном, зафиксированным на поднимающемся штоке. В результате тесного контакта заготовки, опирающейся на два стационарных ролика, с подвижным пуансоном, последняя принимает его очертания.
Такой станок называют арбалетным из-за схожести очертаний пуансона с формой арбалета. Основные его детали — каркас (1), состоящий из двух стенок и рабочей поверхности, основание (2), гидравлический домкрат (3), пуансон (4) и крепеж в виде болтов (5). Компоновку узлов станка выполняют согласно эскизу
Для разметки рабочей поверхности прокладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси, отмечают место нахождения нижних отверстий. Затем отмечают точки расположения верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией центра этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут находиться на пересечении сделанных отметок с наклонной осью. Отверстия на рабочей поверхности нужны для возможности регулирования радиуса изгиба профильной заготовки. Так как рабочая поверхность состоит из двух зеркально расположенных деталей, вторую размечают так же.
Высоту станка определяют параметры домкрата и расстояние, обозначенное на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм этот промежуток в нерабочем состоянии домкрата примерно должен равняться 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сконцентрировано в верхней его части. В результате такого воздействия наружный радиус трубы подвергается растяжению, что может вызвать истончение стенки, а в отдельных случаях и разрыв. Поэтому для деформации тонкостенных заготовок этот станок использовать не рекомендуют.
Описание вальцов
Основные рабочие механизмы вальцов – это вращающиеся цилиндры. Раскаленные пласты металла пропускают через цилиндры и, таким образом, происходит гибка металла. Вальцовочные станки, в зависимости от назначения, имеют от 2 до 5 цилиндров, а наибольшее распространение получили 3-х и 4-х валковые модели.
За изгиб деталей отвечает третий задний вал, а радиус закругления, в свою очередь, определяется расстоянием между задним и верхним валом.
Из-за порой очень больших нагрузок вальцы для металла могут ломаться, что приводит к частой замене станков. Во время работы с железом его необходимо неоднократно нагревать, после вальцовочного станка железные пласты отправляют в печь, раскаляют и снова выполняют прокатку. Затем снова нагретые бруски железа отправляются на сортовой станок.
Проходя через вальцы, уменьшается поперечное сечение металла и он удлиняется. Такое действие оказывает высокая температура нагрева металлических изделий и степень давления на них.
Для того чтобы сделать изделие цилиндрической формы, необходимо настроить задний вал параллельно переднему. При изготовлении металлического конуса задний вал надо устанавливать под углом, относительно переднего.
Есть модели вальцовочных станков гораздо проще, обработку металла на них можно выполнять, установив на столе. Такие модели менее функциональны, так как прибор во время работы постоянно надо удерживать на месте. Однако можно использовать крепежные детали – это гораздо упростит процесс вальцевания.
Чем меньше габариты прибора, тем ниже его стоимость. При выборе вальцовочного станка следует учитывать размер наибольшей детали, которая подлежит обработке, и ее толщину.
Современные вальцовочные станки способны выполнять такие функции:
- изгиб труб до 180 °;
- работа с трубами из металла;
- деформация труб разного диаметра.

Несложный вариант самостоятельного изготовления вальцов
Анализируя простоту конструкции и работы валковой машины, многие ошибочно полагают, что собрать данное устройство собственноручно не представляется чем-то сложным. Это не совсем так. Все это потому что большую часть необходимых составляющих частей необходимо будет вытачивать самостоятельно. Если мастер имеет начальные навыки в токарном деле, можно смело пробовать собрать станок вальцовочный на ручной тяге в домашних условиях.
Для этой цели понадобиться:
- Штыри из металла разного диаметра.
- Швеллер.
- Подшипники.
- Болгарка.
- Сварочный агрегат.
- Валы.
- Токарное устройство.
Далее последует непосредственно сам процесс сборки валковой машины:
- Швеллер нужен для того, чтобы сварить из него станину – платформу для будущего вальцовочного станка.
- Рама для валкового устройства изготавливается в форме буквы «П» и тоже из швеллера. Далее к ней привариваются арматурные ограничители, отвечающие за стойку прижимного вала.
- После этого необходимо изготовить три вала, смонтировать их на подшипники и закрепить на уголки, вставлены в основание.
- Расположение вала будет изменяться с помощью штыря с резьбой, закрепленным снизу шайбой.
- Вал, что сверху должен свободно оборачиваться на подшипниках.
От длины станковых валов будут зависеть параметры детали, которую необходимо обработать. Размеры расстояния между валами, что снизу регулируется вручную.
Рекомендации при сборке вальцов для станка собственноручно:
- Нельзя допускать, чтобы появлялись трещины и царапины на металлическом профиле;
- Не следует растягивать и сжимать платформу в точке, где идет наибольшее напряжение на конструктивную составляющую;
- Не деформировать элементы перед началом работы.
На данном ручном вальцовочном устройстве, кроме металлических листов, дополнительно можно гнуть еще и трубы.
Видео: станок вальцовочный ручной настольный.
Разновидности и назначение ювелирных вальцов
Такие станки используются на любом современном предприятии для изготовления из металлических листов изделий формы конуса, овала, цилиндра. Процесс создания таких конструкций именуется вальцеванием. Вальцы позволяют выполнить любые трубы, заготовки для дальнейшей штамповки, различные готовые изделия из металлических листов.
 Перед изготовлением вальцовочного станка следует выполнить его чертеж
Перед изготовлением вальцовочного станка следует выполнить его чертеж
Простые вальцы также применяются в быту, когда надо своими руками сделать:
- Желоба;
- Дымоходы;
- Трубы;
- Воздуховоды;
- Другие изделия для кровли и стройки.
Современное оборудование дает возможность работать почти с любыми металлическими листами. Они без проблем загибают листовой материал из нержавейки, легированных и углеродистых сплавов, алюминиевые, чугунные листы. Есть и модели вальцов, которые функционируют с заготовками из поликарбоната.
Всё оборудование для работы с металлическими листами можно подразделить на такие группы:
- Ручные (ювелирные);
- Электромеханические;
- Гидравлические.
Ручной станок может устанавливаться на стойке (на пол) или на верстаке (на стол). Он не имеет электропривода, поэтому для осуществления гибки на нём требуется достаточная человеческая сила. Ручные ювелирные станки очень просты в применении. Их конструкция создает высочайшую надёжность эксплуатирования спецоборудования в течение продолжительного времени.
Ручные станки небольшого размера, что дает возможность транспортировать их и использовать прямо на объекте, где ведется ремонт. А также надо отметить, что таким агрегатам не нужно электричество. По стоимости ручной станок на пол или на стол всегда дешевле электромеханического. Станочное оборудование для гибки листового металла с электромотором, оснащенным редуктором, наиболее эффективно в эксплуатировании. На таких станках работа проходит быстрее. Электромеханический станок монтируется стационарно в необходимом цехе предприятия и используется для обрабатывания металлических листов толщиной до 4 мм.
Гидравлика относится к тяжёлому классу. Такие станки требуются для создания труб и других конструкций в солидных промышленных масштабах на комбинатах:
- Энергомашиностроительных;
- Судостроительных;
- Машиностроительных.
По своему потенциалу гидравлика лучше механической и ручной конструкции в значительной степени. На ней реально самому изготовить трубы из металлических листов толщиной до 8 мм. Часто такое спецоборудование оснащается программным управлением.
5 Электромеханическое вальцовочное оборудование
Ассортимент механических вальцовочных станков с электродвигателем не менее впечатляющий. Востребованные электромеханические валковые машины производятся уже указанными фирмами, а также российскими заводами. Опишем несколько популярных моделей такого оборудования:
- ВЭМ (1250, 1000, 2000, 1500): трехвалковые агрегаты, работающие с листами шириной от 1000 до 2000 мм и толщиной от 0,8 до 2,25 мм (в зависимости от конкретной модели). Станки идеальны для отечественных производственных условий, они прочны и надежны, редко требуют ремонта, могут оснащаться разнообразными дополнительными приспособлениями (например, для сгибания профильной трубы). Такими агрегатами оснащены многие российские комбинаты.
- Stalex (серия ESR, модели – 1550х3.5, 1300х4,5, 1300х2,5, 1300х1,5): оборудование профессионального класса с асимметричными валками (нижние – регулируемые, верхний – неподвижный). Верхний валок в данных станках имеет поворотно-откидное устройство и дополнительно оснащается сверхнадежным зажимом эксцентрикового типа.
- METALMASTER (ESR 1315, 1345 и 1325): станки с прочной конструкцией из металла и ножным управлением, используемые для производства профильной трубной конструкции, а также любых других труб, систем водостока. Оборудование, кроме того, работает с арматурными прутьями. На вальцовочных установках ESR от METALMASTER монтируются двигатели мощностью 1,5–2,2 кВт. Все они обязательно снабжаются кнопкой экстренного выключения и сигнальными лампами на лицевой стороне, облегчающими процесс получения профильной или иной трубы из металлических листов.
Как видим, выбор вальцовочного оборудования в настоящее время очень хорош. Легко можно приобрести и профессиональные станки для использования на производствах, и любительские агрегаты для бытового применения.
Как рассчитать длину ремня привода?
Для расчета потребуются следующие данные:
- радиус ведущего шкива
- радиус ведомого шкива
- расстояние между центрами шкивов.
Пример расчета.
У нас два шкива диаметром 65 мм и 130 мм, соответственно радиусы у них 32,5 мм и 65 мм. Расстояние между их центрами у нас изменяемое (для того чтобы осуществлять натяжение приводного ремня), для примера расчета возьмем длину между центрами 500 мм.
Считаем половину окружности каждого шкива в миллиметрах и добавляем к полученному числу два расстояния от их центров (так как ремень проходит от одного шкива до другого и возвращается обратно к первому).
32,5мм х 3,14 (число Пи) = 102,05мм (длина половины окружности первого шкива)
65мм х 3,14 = 204,1мм (длина окружности второго шкива)
102,05 + 204,1 + 500 + 500 = 1306 мм (необходимая длина приводного ремня).
Для более точного расчета нужно взять минимальную и максимальную длину расстояния между центрами, выбрать нечто среднее подходящее Вам.

В этом видео, показан отрезной станок в работе.
Автор самоделки: Геннадий.
Трубопрокатный станок
При прокатывании длинномерных труб на станке смещают центр движения. За счет подобного смещения между вальцами образуется кривая. Один ролик давит изнутри радиального контура, а два других – образуют внешний контур будущего изделия.
Конструктивно подобное устройство выполняется на прочной опоре, изготавливаемой из швеллера. Нижние ролики располагаются в подшипниках. Обычно расстояние между ними не меняется (существуют варианты станка, где изменив расположение нижних роликов, создают другой радиус проката).
Сверху располагается верхний валик. Его можно перемещать по высоте. Двигая опорную часть по резьбе вниз, можно развивать значительные усилия. Они будут действовать на трубу в процессе прокатывания.
Чтобы совершать прокатку, нужно прилагать дополнительные протягивающие усилия в продольном направлении. Для этой цели устанавливается рукоятка. Вращая ее, можно заставить трубу двигаться в ту или другую сторону.
Для самостоятельного изготовления можно пойти другим путем. Из листа толщиной 2…4 мм вырезают стенки устройства, где устанавливают валики.
Самое сложное – это изготовить боковины, внутри которых располагаются:
- Опорные валы – 2 шт.
- Прижимной вал, размещенный на соответствующем устройстве.
- Рукоятка, позволяющая производить прокатывание профильной трубы.
Промышленные станки изготавливают с ручным или электрическим приводом. При изготовлении электрифицированного станка обязательно предусматривают возможность реверса. Тогда прокатывать можно, заставляя длинномер двигаться в обоих направлениях.
Изготовление трубогиба своими руками
Простейший трубогиб изготавливается сравнительно несложно. Нужно приобрести:
- подшипники № 206;
- корпуса подшипников;
- валы Ø 35 мм из закаленной стали HRC 40…45 (подходят под внутренний размер подшипников);
- велосипедные звездочки одинакового диаметра;
- педаль от велосипеда;
- ходовой винт с гайкой;
- швеллер № 8;
- швеллер № 6;
- болты М8 с гайками;
- полоса 40 мм, толщиной 4 мм.
Для изготовления нужно использовать:
- Электродрель.
- Напильник.
- УШМ с отрезными и зачистными дисками.
- Сварочный аппарат.
- Набор гаечных ключей.
Пошаговое изготовление станка
Подготовив набор комплектующих, приступают к изготовлению. Общий вид станка. Он устанавливается на брус 100·50 мм.
Все детали раскладываются на видном месте. Предварительно проверяется работоспособность подшипников и ходового винта.
Вырезаются заготовки из швеллеров. Из них сваривается вертикальная стойка, устанавливаемая перпендикулярно к опорному швеллеру.
Сверлится отверстие под ходовой винт. К нему приваривают гайку. Потом вкручивают винт. Сверху варят поперечину, она понадобится для перемещения винта по резьбе.
По опорному швеллеру перемещают подшипники. Они предварительно установлены в корпуса. Внутрь вставлены валы. К одному из торцов приваривают цепные звездочки.
К одному опорному валу приваривают велосипедную педаль. Вращая ее в ту или другую сторону, можно заставить перемещаться трубу в нужном направлении.
Изготовив прижимной механизм, производится проверка расположения всех элементов. Стараются установить их согласно чертежу, представленному ранее.
Установив детали по месту, их приваривают. Наступает черед проверить работоспособность устройства.
Ставят трубу и прокатывают ее в обе стороны. Нажима сверху еще нет, проверяется, насколько легко перемещается труба.
Поворачивая винт, прижимают нажимной валик вниз, продавливают трубу. Сместив прижимной валец, прокатывают трубу. После каждого прохода смещают валик вниз. Периодически вынимают деталь и сравнивают ее с шаблоном.
Изготовив станок, можно приступать к изготовлению теплиц и парников, в основе которых используют профильные трубы. Ниже показаны образцы и дана информация, как сделать подобные сооружения.
Последовательность изготовления вальцовочного станка с ручным приводом
Лучше всего воспользоваться готовыми чертежами на самодельные вальцы, которые имеются на специализированных форумах. Если требуется сделать ручной вальцовочный станок под иные параметры производимых деталей, то проектирование начинают с определения усилия и крутящего момента, необходимых для гибки. Минимальными эти значения будут в случае деформирования алюминия марок АД0 или АД1, но при толщине заготовки до 0,8 мм возможна гибка и малоуглеродистой стали марок сталь 08 или сталь 08кп. Если полученные значения удовлетворяют физическим возможностям исполнителя, то от проектирования можно переходить к изготовлению деталей будущих листогибочных вальцев.
Для изготовления валковой машины своими руками вначале необходим чертёж общего вида станка, где следует изобразить кинематическую схему перемещения всех его подвижных частей. Потребуются также чертежи сборочных единиц и рабочие чертежи ненормализованных деталей трёхвалкового листогиба. Желательно, чтобы таких деталей было поменьше, поскольку сделать многие из них в домашних условиях, и своими руками затруднительно, а то и вовсе невозможно. В частности, есть смысл подыскать направляющие круглого поперечного сечения, например, от списанного токарного станка 1К62 или более мелкого: их техническое состояние вполне позволит использовать данные детали под опорные валы листогибочных вальцев. То же касается шестерённой пары. Далее, под имеющиеся детали можно уточнить характеристику будущих трёхвалковых вальцев и сделать подбор подшипников качения для всех валов.
Желательно использовать готовые чертежи для следующих узлов:
- Узла прижима неприводного валка, который напоминает обычный зажим в виде струбцины, смонтированный в одной из стоек;
- Корпуса подшипников, в которых будут вращаться валки;
- Опорной рамы вальцовочного станка.
Перечисленные чертежи обычно универсальны, и не нуждаются в доработке под конкретные изделия, гибку которых предполагается проводить на вальцах, собранных своими руками.
Классификация вальцов по типу привода
По типу используемого привода оборудование для вальцовки заготовок из листового металла делят на следующие категории:
- ручное;
- электрическое;
- гидравлическое.
Наиболее простыми по конструкции являются вальцы с ручным приводом, именно их домашние мастера чаще всего собирают своими руками для собственных нужд.

На простых трехвалковых вальцах зажим заготовки, вращение валов и формирование радиуса загиба выполняется вручную
Значимыми преимуществами такого устройства, которое не требует никакого дополнительного питания для своей работы, являются:
- компактность и, соответственно, высокая мобильность;
- надежность;
- простота эксплуатации и обслуживания;
- невысокая стоимость (особенно в том случае, если ).
Из минусов станков данного типа следует отметить:
- невысокую производительность;
- невозможность, особенно в случае с самодельными станками, выполнять вальцевание изделий из листового металла большой толщины (более 2 мм);
- необходимость приложения значительных физических усилий для гибки листовых заготовок из стали.

Электромеханические двухсторонние вальцы с программным управлением
Более производительными и эффективными в работе являются станки, оснащенные электрическим приводом. Конечно, их стоимость, даже если они изготовлены своими руками, выше, чем цена ручных вальцов, зато они позволяют обрабатывать листовые изделия значительной толщины.
Самыми мощными являются вальцы, работающие от гидравлического привода. Возможности таких станков, которые отличаются большими габаритами, позволяют успешно выполнять вальцевание листовых заготовок из металла даже очень значительной толщины. Устройства данного типа, как правило, устанавливаются на промышленных предприятиях, где к мощности, надежности и функциональности оборудования предъявляются высокие требования.

Промышленные вальцы с гидравлическим приводом
Как пользоваться?
Перед началом работы стоит провести пробный этап. Гибка заготовки выполняется в целом легко. Для этого металлический лист укладывается на нижние валки и прижимается верхним. Заготовка должна без проблем фиксироваться, чаще всего правка конструкции требуется именно здесь: если изделие не будет прижато достаточно плотно, его можно испортить. Далее остается только попробовать вращать рукоятку и проверить результат своей работы.
У станков с ручным приводом, изготовленным своими руками, всё предельно просто. Все недочеты видны в самом начале работы, поэтому в случае необходимости легко можно исправить поломку. Главное – не спешить и следовать инструкции или выбранному чертежу.
О том, как сделать самодельные вальцы, смотрите далее.
Самодельные приспособления для вальцевания труб
Без такого устройства, как приспособление для вальцевания профтруб, практически не обойтись в тех ситуациях, когда вы решили самостоятельно заняться ремонтом, при выполнении которого придется иметь дело с . Для этого можно приобрести серийное устройство подобного назначения или использовать профилегиб самодельный, конструкция которого не отличается высокой сложностью. Вопросом о том, как сделать профилегиб, есть смысл задаться еще и по той причине, что серийные модели стоят достаточно дорого, поэтому их приобретение (особенно если они требуются только для выполнения домашнего ремонта) не всегда целесообразно.
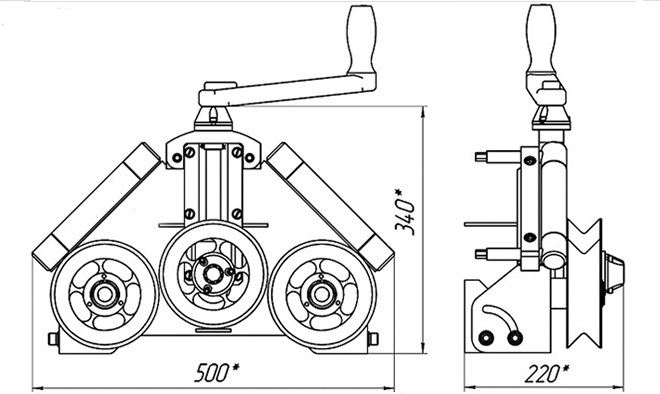
Ориентировочные размеры самодельных вальцов
Для того чтобы качественно изготовить самодельные вальцы, можно изучить теоретические сведения, просмотреть видео на данную тему, но главное – придерживаться рекомендаций тех, кто уже добился при решении этого вопроса хороших результатов. Конечно, чтобы сделать свой вальцеватель, необходимо обладать не только соответствующими знаниями, но и определенными навыками изготовления и использования различных технических устройств.
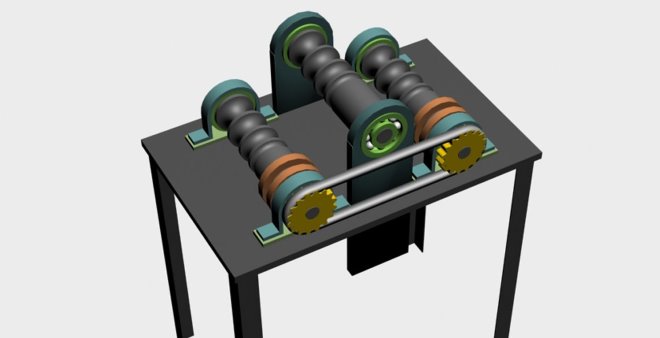
Кинематическая схема станка
Самодельные вальцы могут быть сделаны даже из подручных материалов, которые практически всегда есть в любом гараже или домашней мастерской. При этом эффективность таких вальцов, если они изготовлены с учетом всех рекомендаций, будет ненамного ниже, чем у моделей, выпускаемых серийно.
Чертежи валов станка:
Процесс изготовления нужно выполнять в следующем порядке:
- Изготовление вала, на котором будут установлены отрезной диск и шкив привода. Сборка всего узла и установка его на маятник ( маятником я называю верхнюю, подвижную часть станка, на котором установлен отрезной диск и двигатель).
- Установка двигателя. Соединение двигателя с валом отрезного диска приводным ремнем.
- Изготовление защитных кожухов для отрезного диска и приводного ремня.
- Изготовление вала крепления маятника
- Изготовление рамы станка с устройством для закрепления заготовки, искроуловителем, подготовкой для установки электрики…
- Установка маятника на раму.
- Электропроводка.
- Пробный пуск. Регулировка и отладка.
Перед тем как начать изготовление отрезного станка, я изучил опыт других людей, из которого понял, что:
- двигатель необходимо устанавливать не меньше 3 кВт. если отрезной диск будет 400 мм.
- обороты диска должны быть не меньше 3000 в минуту.
- на валу диск удобнее расположить справа, а приводные шкивы слева, это не позволит гайке крепления отрезного диска отворачиваться при работе.
- подшипники для вала отрезного диска подойдут и 205 и 204 (я использовал 205)
Двигатель я установил 3-х фазный, так как располагаю в мастерской напряжением 380 В. Если у Вас напряжение 220 В. в этом случае Вам придется устанавливать пусковые конденсаторы, информации как это сделать в интернете много.
Далее смотрим фотографии процесса изготовления
Защитный кожух поднимается для замены использованного диска новым. Для этого нужно сверху открутить всего один болт М8.
Возможность регулирования наклона коромысла при помощи пластин металла. Подшипники на этот вал я не стал устанавливать, а просто просверлил сверху отверстия для смазки и заглушил их болтами М6.

Тиски для зажима заготовки я позаимствовал у старого отрезного станка заводского производства, но мне пришлось их немного переделать. У этих тисков гайка прижимного винта может разделяться на две половинки , это очень удобно при установки и снятии заготовки.

Возвратный механизм можно не делать, достаточно просто изменить центровку вала коромысла.

Искроуловитель. Процентов 97 всех искр попадают в съемный контейнер. При помощи упорного болта(снизу) можно регулировать максимальный угол наклона.

Хочу пояснить, как рассчитать необходимый диаметр шкивов.
Будем исходить из того, что отрезной диск должен вращаться со скоростью 3000 об./мин. На дисках нанесена информация о максимально допустимой скорости вращения 4400 об/мин. Так что Вы сами решайте с какой скоростью у Вас будет вращаться диск, главное чтобы не больше 4400 об/мин.
Для расчета диаметров шкивов необходимо знать :
- обороты вращения двигателя
- обороты вращения вала отрезного диска
Пример расчетов:
Двигатель у нас вращается со скоростью 1500 об./мин.
Отрезной диск должен вращаться со скоростью 3000 об./мин.
У нас имеется шкив на вал отрезного диска диаметром 65 мм.
Какой при этом должен быть вал на двигателе?
- считаем длину периметра, имеющегося вала: число Пи (3,14) умножаем на диаметр.3,14 х 65 мм = 204,1 мм (длина периметра вала).
- полученное число умножаем на нужные обороты вала: 204,1 мм х 3000 об/мин = 612 300 мм/мин.
- делим то, что получилось на обороты двигателя: 612 300 мм/мин / 1500 об.мин = 408,2 мм (периметр шкива двигателя)
- делим полученное на число Пи: 408,2мм / 3,14 = 130 мм шкив такого размера нам необходим для того, чтобы раскрутить отрезной вал со скоростью 3000 об)мин.
Таким способом также можно рассчитать размеры шкивов если:
- у Вас имеются в наличии шкивы другого диаметра
- у Вас есть только подходящий шкив на двигатель и необходимо подобрать шкив на вал отрезного диска
- у Вас пока нет шкивов, и вы планируете их купить или изготовить.








