Токарное дело
Содержание:
- Какие работы можно выполнять
- Методы классификации
- Как он устроен?
- Устройство токарного станка
- Основные технические характеристики
- Основные узлы, из которых состоит токарный станок по металлу
- Передняя бабка
- Изготовление токарного станка из дрели своими руками
- Устройство
- Задняя бабка
- Какие операции по металлу можно выполнять
- Какие классы точности существуют и чем отличаются?
- Принцип работы
- Подбор деталей
- Что понадобится для изготовления
Какие работы можно выполнять
На оборудовании можно выполнять различные работы по металлу и различным сплавам.
Токарная обработка
На токарно-карусельных станках производят заготовки различной формы диаметром до 10000 мм, при относительно небольшой длине.
Точение растачивание
Растачивание —самый распространенный способ обработки отверстий. Его получают при литье, штамповке или сверлении. При глубине резания более 10 мм растачивание выполняют двумя резцами. Чистовое растачивание выполняют одним резцом.
Подрезание торцов
Торцы обрабатывают и вертикальным, и боковым суппортом. Вертикальным обрабатывают любые поверхности путем подачи от краев к центру детали. Боковой суппорт обрабатывает неширокие поверхности. Широкие заготовки можно обработать несколькими резцами.
Прорезывание
Точение канавок до 25 мм не требует большой точности, поэтому их прорезают одним резцом за один проход. При повышенных требованиях к точности делают два хода резцом: черновой и чистовой. Более широкие канавки прорезают за несколько ходов одним или несколькими резцами.
Точение фасонных поверхностей
Фасонные поверхности обрабатывают специальными резцами. При большой длине окружности используют обычный резец с подачей по дуге окружности.
Сверление
Цилиндрический проем диаметром менее 40 мм сверлят одним сверлом; если диаметр больше 40 мм, используют сверление с рассверливанием; калибр первого сверла 20 мм. Кольцевое сверление применяют для создания отверстий диаметром 60 — 200 мм и длиной до 500 мм в плотном материале.
Зенкерование
Зенкерование употребляют при обработке отверстий размером до 100 мм вместо рассверливания или как метод первоначальной обработки проемов в отливках и штампованных заготовках.
Методы классификации
токарно-винторезные станки разделяют на несколько типов. Есть несколько наиболее популярных признаков, по которым классифицируют станки данного типа.
Масса
Существуют небольшие станки, которые удобно использовать в личной мастерской или большие, по массе предназначенные для промышленного производства.
Крупные и тяжелые токарные устройства предназначены в основном для применения в машиностроении и энергетике. Тяжелые станки – выше 40 тонн по массе.
Наиболее легкие весят не больше полутоны. У каждого типа по массе есть свои особенности:
- Легкие. Как правило, диаметр поперечного сечения в таком оборудовании не составляет больше 500 мм.
- Станки с весом до 15 тонн считаются средними и на них не обрабатывают детали с диметром больше 1250 мм.
- 15-400 тонн. Редко встречается с высокими показателями точности. Обычно это оборудование класса Н.
Максимальная длина детали
Этот параметр определяется расстоянием между центрами станка. При равном диаметре выпускаемых изделий есть станки, способные обрабатывать длинные и короткие заготовки.
Максимальный диаметр
По максимальному диаметру имеется самая обширная классификация деталей. Они начинаются от 100 мм и вплоть до 4000 мм. Помимо вышеперечисленных показателей, часто для классификации используют такой параметр, как производительность.
Имеются станки для мелкосерийного производства, для средней серии и для крупных промышленных масштабов. Последний вариант используется на конвейерных линиях.
Как он устроен?
Конструкция суппорта состоит из механизмов:
- нижних салазок продольного суппорта;
- поперечных салазок поперечного суппорта с прикрепленной поворотной плитой;
- поворотной плиты с установленным на ней верхним суппортом с резцедержателем;
- фартука.
Продольный суппорт – это салазки (нижние салазки), на которых смонтировано все механизмы агрегата. Привод от ходового вала или ходового винта, посредством коммутирующих устройств, расположенных в фартуке, а также вручную. Нижние салазки суппорта перемещают весь агрегат по направляющим станины.
Поперечный суппорт – механизм, сопряженный с направляющими продольного суппорта. Привод: механический – от винта каретки или вручную. Задаёт направление поворотной плите и верхнему суппорту с резцедержателем.
Поворотная плита закреплена гайкой на поперечных салазках. На поворотной плите установлен механизм верхних салазок (верхнего суппорта).

Верхний суппорт – каретка с салазками (верхние салазки), сопряженными с направляющими поворотной плиты. Поворотная плита предназначена для установки верхнего суппорта под углом к оси поперечных салазок (нарезание конусов).
Резцовая головка (резцедержатель) – установленный на горизонтальной площадке верхних салазок подвижный механизм с четырьмя площадками для крепления режущего инструмента или обрабатывающих агрегатов (напр. – шлифовальная головка) или приспособлений для крепления самой заготовки.
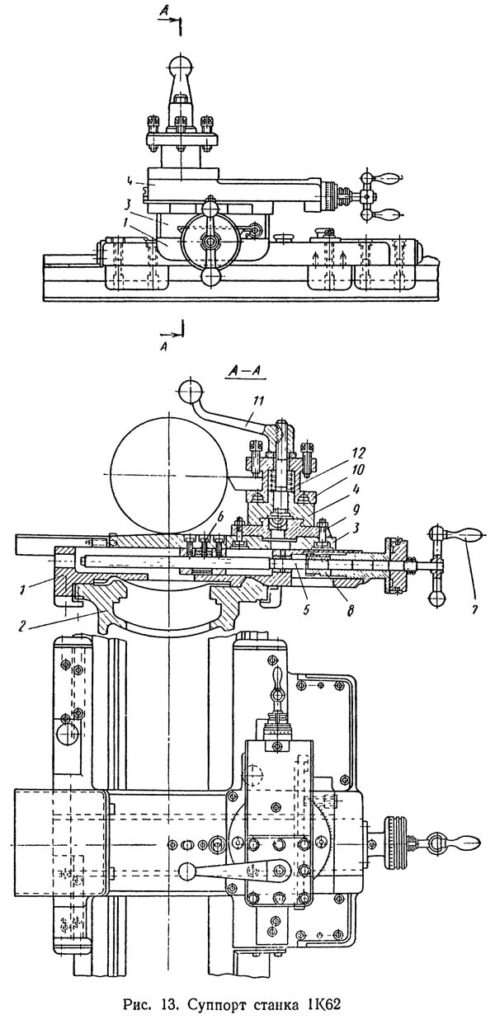
Фартук – основной узел управления всей работы суппорта. На нём смонтированы органы включения – выключения механизмов станка, непосредственно сообщающих величину подачи режущему инструменту.
Механизмы суппорта сообщают режущему инструменту движение в горизонтальной плоскости:
- продольное – вдоль оси заготовки;
- поперечное – под прямым углом относительно оси направляющих станины;
- под заданным углом к продольной оси обрабатываемой детали.
Станки, массой больше 1000 кг, снабжаются устройствами ускоренного перемещения суппорта. Легких станков, как правило, таких устройств лишены, но народные умельцы успешно решают эту проблему самостоятельно.
Устройство токарного станка
токарный станок по металлу
Чтобы лучше понять принцип работы оборудования изучим строение его главных механизмов:
- передняя шпиндельная бабка;
- станина;
- гитара сменных колес;
- фартук;
- коробка подач;
- суппорт;
- задняя бабка;
- коробка с электрооборудованием.
Передняя бабка металлообрабатывающего станка представляет собой металлическую деталь, обычно из чугуна, в которой располагается переключатель скоростей и главная рабочая часть — шпиндель. На бабке крепится болванка будущей детали. Коробка скоростей принуждает деталь вращаться. Основной компонент передней бабки — это вал в виде металлической трубки — шпиндель. Вал оканчивается резьбой особого размера для крепления патрона (используются поводковые, а также кулачковые типы) либо планшайбы, которая удерживает деталь. Здесь же находится прорезь в виде конуса для установки переднего центра. В шпинделе есть сквозное отверстие, сюда вставляют прут при необходимости его обработки. Для вращения шпинделя в передней бабке установлены подшипники, движение передается заготовке. В обычных станках используются подшипники скольжения, а в скоростных — роликовые или шариковые (качения). Именно от правильного движения шпинделя зависит точность обработки детали на станке.
Таблица переключателя вращения шпинделя
На внешней стороне стойки находится переключатель скоростей и информационная таблица. В таблице разъясняется, в какое положение устанавливать переключатель, чтобы получить требуемую скорость (число оборотов за минуту) вращения шпинделя.
Гитара сменных колес это устройство, контролирующее характер шагового движения при нарезке резьбы. Каждый тип нарезки соответствует определенному набору зубчатых сменных колес. Такой механизм можно обнаружить на токарно-винторезном оборудовании старого образца. Он управляет движением резцедержателя.
Коробка подач — одна из основных частей механизма передачи, которая от шпинделя подает движение на суппорт. На этом участке скорость кручения движущихся элементов меняется, благодаря чему суппорт передвигается с необходимой скоростью в поперечном или продольном направлении.
Фартук — преобразовывает вращение вала хода в движение суппорта в обоих направлениях.
Станина (подставка) — основание машины, обычно выполняется из тяжелого металла (чугуна). Крепится на пару толстых столбов. Верхние части подставки — пара гладких рельс и пара направляющих в виде призмы, по ним перемещаются задняя бабка и суппорт.
Суппорт — это устройство токарного станка по металлу , передвигающее резцедержатель вместе с вставленным инструментом в любом направлении по отношению к оси токарного механизма: продольном, наклонном или поперечном. Наличие суппорта освобождает токаря от необходимости удерживать инструмент в руках. Движение в нужную сторону инструменту можно придать вручную или механически. Части суппорта:
- устройство поперечных салазок;
- каретка, двигающаяся по рельсам подставки;
- фартук с устройством преобразования кручения валов хода и винта в перемещение суппорта;
- устройство резцовых салазок;
- устройство резцедержателя.
Задняя бабка нужна чтобы закрепить свободный конец крупной детали из металла во время работы. На нее крепятся и дополнительные инструменты, например, сверла.
Короб с электрическими частями содержит кнопки, рукоятки и тумблеры для пуска и остановки металлообрабатывающего станка, электромотора, управления устройствами подач и оборотов, надзора над устройством фартука.
Кроме перечисленных частей в механизме токарного станка могут применяться хомуты, цанги, планшайбы, оправки, люнеты. Не в каждом станке присутствуют описанные выше части. Так, в станках для нарезки резьбы на детали нет коробки подач, вместо нее работает гитара и зубчатые колеса. У других устройств узел подач состоит из пары механизмов.
Основные технические характеристики
Рассмотрим основные характеристики станков карусельного типа.
Мощность
Стандартный станок имеет один основной электрический двигатель и несколько дополнительных. Они предназначены для точного управления различными элементами. Для обработки больших заготовок используются мощные двигатели. Их суммарная мощность может составлять более 10 кВт.
Частота вращения
Поскольку планшайба имеет особый монтаж, установки карусельного типа имеют высокую скорость работы. Благодаря особенностям устройства, достигается не только большая скорость вращения, но и высокая точность обработки.
Максимальная высота заготовки
Высота обрабатываемой заготовки, так же, как и диаметр, является одной из основных характеристик. Высота деталей может варьироваться в зависимости от модели станка от 800 мм до 5000 мм.
Точность обработки
Точность обработки деталей зависит от точности настройки основных рабочих элементов станка. Наилучшие результаты показывают устройства с ЧПУ. У них точность может достигать 0,08 -0,10 мм. Станки повышенной точности с контурными системами может быть достигнута точность 0,04-0,06 мм, но постоянно такой результат поддерживать невозможно.
Важно!
Для получения высоких результатов точности обработки решающее значение имеет выбор траектории резца.
https://youtube.com/watch?v=98ngGdaSdR8
Основные узлы, из которых состоит токарный станок по металлу
Любой токарный станок по металлу включает в себя основные конструктивные узлы и элементы.
Станина
Основной и самый крупный элемент, на котором крепятся все остальные детали. Это неподвижная деталь, представляющая собой две параллельные стенки, неподвижно соединенные между собой поперечинами. Станина имеет ножки-тумбы, в которых хранится инструмент.
Верхние рейки служат направляющими, по которым двигаются суппорт и задняя бабка. Они могут быть плоского и призматического вида. Направляющие выполнены строго параллельно друг другу.
Передняя бабка
Эта деталь по-другому может называться шпиндельная бабка. Внутри нее находятся следующие детали:
- шпиндель;
- подшипники (два);
- шкив;
- коробка скоростей.
Передняя бабка поддерживает заготовку и придает ей вращение.
Шпиндель
Шпиндель является основной деталью передней бабки. Он представляет собой металлический вал конусообразной формы. В нем фиксируются различные инструменты, оправки и другие приспособления.
Шпиндель, шейка и подшипники должны быть гладкими, чисто отшлифованными, без люфтов, потому что это влияет на качество расточки деталей. Шпиндель имеет резьбу, а в некоторых станках еще и специальную канавку для того, чтобы патрон самопроизвольно не открутился.
Механизм поперечной и продольной подачи
Суппорт может двигаться вдоль и поперек, благодаря механизму подачи. Направление задает трензель, находящийся в корпусе передней бабки. Снаружи станка есть рукоятки, которыми можно изменять направление и амплитуду движения суппорта.
Важно!
Если станок с автоматической подачей, то в нем есть ходовые винт и валик. Они используются для выполнения работ высокой сложности.. https://www.youtube.com/embed/SNAKlrlLhR8
https://youtube.com/watch?v=SNAKlrlLhR8
Суппорт
Суппорт – это характерный элемент любого токарного станка, с помощью которого осуществляется перемещение режущего инструмента в продольном, поперечном и наклонном направлении. Продольное движение по салазкам станины производит каретка, поперечное совершает верхняя часть суппорта. Резцедержатели (одно или многоместные) устанавливаются в верхнюю часть суппорта.
Фартук
За корпусом фартука находятся механизмы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Управление фартуком вынесено на корпус станка, что упрощает регулировку хода суппорта.
Задняя бабка
В заднюю бабку закрепляется деталь на шпинделе, поэтому этот элемент подвижный. Деталь состоит из двух частей: нижней – плиты и верхней – держателя шпинделя. Задняя бабка движется по станине и может быть зафиксирована в любом месте благодаря рычажной рукоятке. Конус задней бабки называется пиноль. В нем крепится инструмент или приспособление. Также задняя бабка служит второй опорой при обработке длинных деталей.
Каретка
Каретка предназначена для продольного движения суппорта по салазкам станины. От ее исправности зависит свободное движение этого элемента.
Вал
Вал вращения шпинделя имеет две ручки включения. При среднем положении ручек он выключен. Положение вверх – вал вращается против часовой стрелки (рабочее движение), положение вниз – вал вращается по часовой стрелке (обратное движение).
Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.

Передняя бабка отдельно от станка
Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.

Коробка скоростей вид сверху
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
Изготовление токарного станка из дрели своими руками
Если вы хотите сэкономить на запчастях и значительно упростить себе задачу по сборке самодельного токарного станка, в качестве привода можно использовать обычную электрическую дрель. У такого конструктивного решения есть ряд преимуществ:
Возможность быстрой сборки и разборки конструкции – дрель легко отсоединяется от станины и может быть использована по прямому назначению.
Простота переноса и транспортировки станка – хороший вариант, если вам приходится работать с металлическими заготовками в гараже и на улице.
Экономия – дрель выступает не только в качестве электродвигателя, но и избавляет от необходимости использовать передачу, а также позволяет использовать сменные насадки в качестве рабочего инструмента.
Конечно, есть и отрицательные стороны у токарного станка из дрели. Как сделать обработку с помощью данного инструмента крупных деталей возможной? Это практически неосуществимо, так как у дрели относительно небольшой крутящий момент и большое число оборотов. Конечно, можно повысить эти параметры, если все-таки установить ременную передачу и с ее помощью передавать вращающий момент от дрели на шпиндель, но это в значительной мере усложнит конструкцию, главным преимуществом которой является простота и компактность.
Схема устройства самодельного токарного станка на основе дрели: 1 — крепления к столу или верстаку; 2 — передняя опора; 3 — опора под заготовку; 4 — задняя опора
Изготовление самодельного настольного токарного станка по металлу на основе дрели имеет смысл в тех случаях, когда у вас нет необходимости в проведении масштабных работ, а вытачивать нужно только мелкие детали.
Для изготовления токарного станка по металлу на основе электродрели вам понадобятся те же детали, что и для обычной конструкции за исключением электродвигателя и передней бабки. Роль последней также выполняет дрель. Учитывая компактность конструкции, в качестве станины может использоваться обычный стол или верстак, на котором будут фиксироваться все составляющие станка. Сама дрель закрепляется в конструкции при помощи хомута и струбцины.
С помощью самодельного токарного станка можно не только вытачивать детали, но и наносить на вращающуюся заготовку краску, осуществлять намотку проволоки на трансформатор, делать на поверхности детали спиральные насечки и выполнять многие другие действия. Кроме того, если собрать для станка приставку-копир, то с ее помощью можно быстро и без особых усилий производить небольшие одинаковые детали.
Чертеж передней опоры, внутри которой закрепляется дрель
Устройство
К станине прикреплена передняя бабка, а также все основные детали станка и задняя бабка. Основные элементы во всех станках имеют идентичное устройство и общий принцип работы.
Элементы конструкции:
- фундаментальная основа, где размещены элементы управления и все остальные;
- пиноль – крепежный компонент;
- цельный корпус из металла;
управленческий рычаг, позволяющая закреплять непосредственно пиноль и основу всей задней бабки; - маховик, отвечающий за перемещение пиноли;
- винт, с помощью которого производят четкое закрепление элемента по отношению к остальному токарному станку и всем его деталям.

Поскольку все компоненты идентичны, не слишком различается и принцип работы.
Принцип работы
Центральная часть задней бабки присоединена к суппорту. Через него бабка получает поступательное движение, поскольку снабжена самостоятельным приводом передач.
В некоторых видах оборудования производится вращательное движение. Центр самой задней бабки не вращается. Конкретный способ привода зависит от модификации станка, а также от задач, которые необходимо решить.
Назначение узла
Основная функция — надежное закрепление заготовки. Также узел поддерживает второй край заготовки и контролирует стабильное вращение.
При осуществлении процесса сверления задняя бабка соединяется с суппортом, а в патрон пиноля вставляется сверло нужного размера.

Задняя бабка
Опорный узел, предназначенный для поддержания заготовки соосно со шпиндельной головкой, называется задней бабкой. В состав задней бабки входит пиноль – подвижное устройство, перемещаемое вдоль оси заготовки при помощи винта, приводимого в движение маховиком подачи.

Цифрами обозначены:
- Маховик подачи.
- Рычаг эксцентриков фиксации корпуса.
- Фиксатор пиноли.
- Корпус задней бабки.
- Пиноль.
- Центр.
- Технологические отверстия.
- Основание корпуса.
- Болт поперечного перемещения корпуса.
Перед началом работы рекомендуется сдвинуть заднюю бабку в сторону шпинделя и проверить их соосность визуально. В случае возникновения сомнений, в шпиндельной головке зажимают один конец тестировочного стержня (заготовки), а центром сдвинутой на свое место задней бабки подпирают второй конец. Затем по направляющим станины передвигают по всей длине стержня жестко закрепленный микрометр. Щуп прибора должен касаться стержня – так проверяется осевое биение заготовки. Если биение существует, то под основание задней бабки подкладывают тонкие регулировочные пластины, стремясь свести осевое биение к минимальным значениям или к нулю.
Задняя бабка может выполнять не только функции опорного элемента, но и быть держателем некоторых видов инструмента. Сверло, метчик, проходной резец для внутренней обработки – многие из этих предметов могут быть закреплены в пиноли.
Внутренняя часть пиноли обработана под конус Морзе, поэтому и хвостовики инструмента должны быть иметь этот конус. Конструкция задней бабки сделана так, что при вращении назад, пиноль втягивается в корпус на определенную глубину. В это время в торец инструмента, вставленного в пиноль, упирается торец двигающего ее винта. Таким способом инструмент выталкивается из пиноли.
Простота конструкции задней бабки не отменяет необходимости ее регулировки, настройки или ремонта.
После длительной эксплуатации или по мере необходимости проводят ревизию задней бабки. В случае проведения ремонта, после выполнения всех необходимых работ или замены деталей, проводят регулировку задней бабки, которая называется юстировкой.
При любых работах по регулировке и настройке металлорежущих станков не применяются регулировочные пластины из дерева из-за их мягкости.
Какие операции по металлу можно выполнять
Благодаря тому, что человеческий фактор был сведён к минимуму, операции по металлу стали значительно легче и приносят меньше брака. Получается так из-за программы, которая заложена в компьютер.
Она является таким своеобразным шаблоном, по которому компьютер понимает — готова деталь или нет. В этом разделе будет рассказано об операциях, которые может выполнять по металлу станок с ЧПУ.
Внешнее и внутреннее вытачивание деталей
Здесь всё просто, по крайней мере, для машины. Установленная заготовка, которая в будущем станет деталью, закрепляется на станке. Она может быть закреплена вручную или, если установлено соответствующее оборудование автоматически (чаще всего применяют именно автоматический вариант).
После начинается внешнее обтачивание детали при помощи либо лазера, либо лезвия, которое установлено на станок. Постепенно срезая лишнее, заготовка приобретает форму нужной детали. Так делается внешнее обтачивание деталей на станке с ЧПУ.
С внутренним всё примерно также, только с изменениями. После установки заготовки станок начинает сверлить, или как это называют по-другому, рассверливать отверстие у основания заготовки.
После того, как отверстие будет готов, компьютер сравнит его с шаблоном, который прописан в заданной программе. Если найдутся огрехи, он проанализирует — можно ли это исправить (как правило, да, ведь машины редко ошибаются). После заготовка шлифуется и деталь готова.
Продольная обработка заготовки
Продольная обработка — это метод, который применяют для изготовления полос, штрипсе, лент. В зависимости от программы, которая установлена в компьютер.
Такие работы на станке с ЧПУ выполняются преимущественно при помощи лазера, так как это позволяет избавиться от брака и ускоряет процесс работы. После установки заготовки, числовое программное управление на станке будет его обрабатывать в соответствии с заданным алгоритмом действий. Лазерный портал приводится в действие шаговыми двигателями, на котором он закреплён.
Черновая и чистовая обработка
Для начала что это вообще, такое. Черновая обработка металла состоит из подгона детали под нужный размер при помощи снятия слоёв металла.
Обычно в станке с ЧПУ эту роль выполняет компьютер после того, как деталь уже вырезана. Чистовая обработка идёт потом и представляет собой полировку поверхности изделия. Всё это станок выполняет по заданным алгоритмам.
Регулировка длины деталей
В программе, которую дают компьютеру, чётко прописаны размеры детали. Заготовки также дают подходящего размера. Перед тем, как вставить деталь, станок регулирует и настраивает сам себя для изготовления.
После этого он начинает выполнять работу, после чего сравнивает размер с теми, что были даны человеком. Если отклонений нет — деталь готова. Если есть — станок с ЧПУ начинает обтачивать деталь, снимая слои металла и регулируя длину.
Вытачивание пазов, выемок и отверстий
Пазы и выемки — это отверстия, которые делают на детали. Такие отверстия могут служить либо для того, чтобы в них могла войти другая деталь, либо для установки к какому-либо устройству. Станок с ЧПУ вытачивает такие отверстия при помощи лазера, делая при этом высокоточные разрезы.
Они могут быть прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и другими. То, какой формы будет отверстие, зависит от детали и программы, которую человек установил в числовое программное управление.
Нарезание резьбы дюймового и метрического типа
Этот тип резьбы видели практически все. Она используется в основном для того, чтобы одна деталь могла прикручиваться к другой. Главными параметрами при изготовлении такой резьбы являются шаг и величина. Под шагом в данном случае имеется в виду:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Все параметры нужно вбить в компьютер станка, после чего он сам вырежет отличную и ровную резьбу при помощи лазера.
Справка! В любом случае параметры для изготовления резьбы на изделии вносятся человеком в компьютер станка, а тот, действуя согласно алгоритму, при помощи лазера делает превосходную резьбу.
Какие классы точности существуют и чем отличаются?
Классом точности называют обобщенную характеристику средств измерений, которая определяется пределом погрешностей (основных и дополнительных), а также рядом свойств, оказывающих влияние на точность измерений, производимых с их помощью.
Пределом погрешности является наибольшая погрешность измерительного прибора, при котором он является годным к измерению. Предел допускаемой основной погрешности выражается в форме:
- абсолютной;
- относительной;
- приведенной
Погрешности. Класс характеризует свойство точности проведения измерений с помощью данного прибора. А точность средств измерения — это качество измерительного прибора, которое свидетельствует о близости погрешности проводимых измерений к нулю.
Если же речь идет о классе точности, который обеспечивает, к примеру, токарный станок, то здесь имеется в виду класс чистоты поверхности детали, которую данное оборудование способно обеспечить в процессе обработки заготовки.
Измерительные приборы, а также обрабатывающее оборудование имеет следующие классы точности: 0,01; 0,015; 0,02; 0,025; 0,04; 0,05; 0,1; 0,15; 0,2; 0,25; 0,4; 0,5; 0,6; 1,0; 1,5; 2,0; 2,5; 4,0; 5,0; 6,0. Кроме того, выделяют несколько категорий классов точности:
https://youtube.com/watch?v=lPrxrmCvDis
Особой
Этот «Класс С» — высший класс точности оборудования (как измерительного, так и обрабатывающего). К данному классу относятся такие станки (в нашем случае – токарные), которые должны производить обработку заготовок с получением высшего класса чистоты поверхности (0,01-0,015).
Высокой
Высоким классом точности обладают, к примеру, ювелирные, медицинские и лабораторные весы. Другое название такого оборудования – прецизионное. Оно имеет маркировку «класс В». Если речь идет о токарном оборудовании, то высокий класс чистоты (0,02-0,025) обеспечивают детали полировальные токарные станки.
Нормальной
Под нормальным классом точности (маркировка — «класс Н», но она, как правило, не ставится) подразумевается такая характеристика оборудования или детали, при которой обеспечивается идентичность результатов в не менее, чем у 98% заведомо одинаковых объектов. Абсолютный показатель нормального класса чистоты находится в диапазоне (2,0-0,6).
Особо высокой
Оборудование особо высокого класса точности имеет по данному показателю маркировку – «класс А»
При проектировании оборудования высокого класса точности повышенное внимание уделяется качеству шпиндельных подшипников
Здесь преимущественно используются подшипники качения также высоких классов точности, а подшипники скольжения изготавливаются в виде регулируемых конусных втулок. (Все нормы здесь устанавливаются ГОСТом 1969-43).
Повышенной
Данный класс точности имеет маркировку «класс П». Применение элементов более высокого класса точности (в первую очередь, подшипников) увеличивает стоимость готового изделия, обрабатываемого на таком токарном оборудовании.
Однако если требуется получить более высокий класс обработки заготовки, то элементы повышенного класса точности применяют для позиционирования станочных валов, где требуется более высокая точность и скорость вращения.
Принцип работы
Основан на точном перемещении закреплённого в резцедержателе режущего инструмента или обрабатывающего агрегата, или самой заготовки в процессе обработки резанием.
Принцип использования крутящего момента:
- от ходового винта – для нарезания резьбы;
- от ходового вала – для подач режущего инструмента;
- от ходового винта – для нарезания резьбы и, перестроив гитару – для продольной подачи;
- от ручного привода – применяется в операциях, где использование ходового вала и ходового винта не целесообразно (торцевание, снятие фасок, часто – при отрезании детали от заготовки, сверлении и т. д.).
https://youtube.com/watch?v=x4Evje8Suz8
Подбор деталей
Когда чертежи всех узлов и приспособлений разработаны, можно приступить к подбору деталей.
Основание
Назначение станины — жесткая фиксация ведущего и ведомого центров. Для настольного мини-станка его можно своими руками сделать из деревянного бруска. Такая конструкция выдержит работу с маленькими деталями из металла. Стационарная станина для гаража или мастерской должна быть прочной, ее сваривают из уголка, металлических полос или швеллера. Рекомендуется использовать направляющие заводского изготовления. При неимении они собираются из металлопроката собственными руками.
Электродвигатель и передача
Самый подходящий для самодельного станка — асинхронный двигатель. Его особенность — постоянная скорость вращения. Чтобы обрабатывать металлические заготовки, необходима следующая мощность:
- для работы с небольшими заготовками из мягких металлов — 0,5 — 1 кВт;
- для работы с крупными деталями и сталями — 1,5 — 2 кВт.
Что понадобится для изготовления
Идеальным вариантом при изготовлении самодельного токарного станка было бы использование отдельных комплектующих от списанного оборудования. Если такой возможности нет, то придётся изготовить узлы и детали самостоятельно.
Вместо литой станины применяют раму, сваренную из стальных профильных труб и уголков. Само собой подразумевается, что деревянный каркас в этом случае является неприемлемым вариантом. Металлический профиль сможет обеспечить требуемую жёсткость и устойчивость конструкции. Кроме того, с помощью ровных квадратных и прямоугольных труб совсем несложно придерживаться строгой геометрии каркаса. Неровная рама не даст возможности правильно зафиксировать центры, что в дальнейшем скажется на качестве проводимых работ.
Маломощный асинхронный двигатель — отличный силовой агрегат для самодельной конструкции
Для привода понадобится силовой агрегат. Лучше всего использовать низкооборотный электрический двигатель асинхронного типа. В отличие от коллекторных агрегатов «асинхронники» практически не подвержены риску поломки при резком снижении оборотов.
Кроме того, придётся подобрать приводной ремень (или несколько ремней различной длины). Не забудьте и о крепёжных элементах, которыми отдельные узлы будут крепиться к корпусу. Для самодельного токарного станка подойдут гайки и болты с диаметром 8 и 10 мм с обычной метрической резьбой.
В качестве салазок используют детали, выточенные из стального прутка с последующей закалкой, но лучшим вариантом будут направляющие, изготовленные из амортизационных стоек или длинных валов промышленных механизмов. Они имеют отличную геометрию, а их поверхность подвергается упрочнению в заводских условиях.
Заднюю бабку, как и шпиндель, лучше всего использовать от списанного заводского оборудования
Заднюю бабку также можно сделать из профильных труб и толстого металлического листа, а вот пиноль изготавливают из калёного заострённого болта, нескольких гаек с такой же резьбой и штурвала, изготовленного из шкива от сельхозтехники. Использование самодельной пиноли потребует каждый раз при креплении детали смазывать соприкасающиеся поверхности литолом или солидолом. Подобная процедура не понадобится с вращающимся центром заводского изготовления, поэтому если есть возможность, то эту деталь лучше купить.
Продольный и поперечный винты подачи также можно выточить на токарном станке или использовать длинный пруток с нарезанной резьбой, который можно купить в строительных гипермаркетах.
Для узлов вращения понадобятся установленные в корпус подшипники качения, а регулировать обороты позволят шкивы различного диаметра, насаженные на приводной вал. Эти детали можно купить или заказать у знакомого токаря.
Изготовление суппорта потребует запастись стальной пластиной, толщиной не менее 8мм. Её же можно использовать и для резцедержателя.
Ещё одним узлом, который невозможно изготовить в кустарных условиях, является шпиндель. Его придётся купить. Крепление шпинделя требует изготовления вала, на котором будут смонтированы ведомые шкивы. Прочность этой детали должна быть безупречной, поэтому лучше всего использовать детали от списанных заводских механизмов.
Кроме токарного станка, в процессе работы понадобятся такие инструменты и оборудование:
- сварочный аппарат;
- болгарка;
- шлифовально-наждачный станок;
- электрическая дрель и набор свёрл по металлу;
- метчики и плашки для нарезки резьбы;
- набор гаечных ключей;
- штангенциркуль, металлическая линейка;
- маркер.
Весь этот инструмент и материалы позволят изготовить полноценный токарный станок настольного типа. Если же достать какие-то детали не удалось, не отчаивайтесь — на время их можно заменить чем-то другим. Так, патрон от электродрели вполне используется вместо шпинделя, если требуется обрабатывать заготовки небольшого размера.








