Наждачная бумага: предназначение, виды и как ее выбрать
Содержание:
- для чего какая +Фото и Таблица
- История
- Механизированная шлифовка древесины
- Виды наждачек по форме выпуска
- Инструменты и материалы
- Увлажнение дерева и нанесение грунтовки
- Какой бывает?
- Маркировка
- Матирование и полировка алюминия
- Состав для полировки своими руками
- Особенности
- Какой должна быть зернистость наждачной бумаги для работы
для чего какая +Фото и Таблица
Наждачная бумага: маркировка
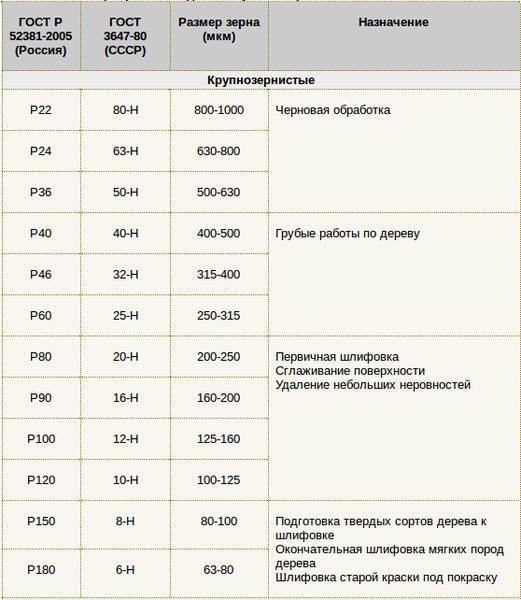
Первой в маркировке в новом ГОСТ идет буква «Р», цифра за ней обозначает зернистость. Чем больше цифра, тем меньше зерно. Давайте разберемся поподробней.
- При черновых очень грубых работах применяют наждачную бумагу с маркировкой Р22; Р24; Р36;
- При грубом шлифовании берут Р40; Р46, Р60;
- При первичной зачистке применяют Р80 –Р120, а финальной Р150; Р180;
- При производстве шлифования твердых пород древа берут наждачную бумагу Р280; Р240;
- Перед покраской для полировки берут Р600; Р400;
- Пластик и керамику обрабатывают наждачной бумагой Р1000;
- При окончательной полировке берут Р1200; Р1500.
Чаще всего за основу берут бумагу, недостатком которой являйся быстрота изнашивания
Также не редкостью является наждачная бумага на тканевой основе. Она считается более износостойкой. Также на тканевой основе делают водостойкие варианты наждачной бумаги.
Наждачная бумага на комбинированной основе: бумага плюс ткань нужна, когда необходимо совместить износостойкость с большим усилием нажатия.
Вид абразива
Электрокорунд. Жесткий вид абразива, обладает превосходной режущей способностью, устойчив к давлению. Изготавливают плавки в шихте.
Карбид кремния. Состоит из острых и хрупких частиц которые крошатся под давлением и делятся на более мелкие. Подходит для шлифовки стекла, финишной металлообработки. Изготавливают из сплава крепнезема и графита.
Гранат. Очень хрупкий абразив. Применяют для шлифования дерева. На выходе позволяет получить идеально гладкую поверхность. Абразив естественного происхождения.
Принято делить наждачную бумагу по зернистости.
Зернистость показывает количество зерен абразива на дюйм2.
Крупнозернистая с 12 по 80 номера, это грубый и крупный абразив. Применяется для черновых работ для придания формы, снятия верхнего слоя краски. Оставляет после себя глубокие борозды и требует дальнейшей обработки.
Среднезернистая с 80 по 160 номера, абразив среднего размера. Применяют на промежуточных стадиях для сглаживания поверхностей после грубой обработки, либо при необходимости снятия небольшого слоя краски или лака. Также оставляет после себя неглубокие борозды.
Мелкозернистая с 160 по 4000 номера, мелкий абразив. Применяют для финишных работ при окончательной обработке изделий.
Формы выпуска наждачной бумаги
Наждачную бумагу выпускают различной формы. Можно особо выделить два вида:
Рулонная наждачная бумага производится на разных основах с разной зернистостью.
Однако существует еще множество форм:
Волокниста наждачная бумага — это сетчатый из нетканый материал, пропитанный абразивом очень гибкий по своей структуре. Используется для матирования изделий для подготовки к грунтованию и покраске.
Применяют для шлифовки и матирования различных материалов, однако наиболее применима для шлифовки после шпатлевания из-за сетчатой структуры пыль не забивает основание что значительно экономит материал.
Наждачная бумага в полосках имеет хорошую режущую способность и большой срок службы. Также имеет отверстия для отведения пыли.
Поролоновая наждачная бумага применяется для обработки крашеных и покрытых лаком покрытий чаще всего используется для обработки рифлёных поверхностей.
Производиться и водостойкая наждачная бумага.
Также выпускается масса наждачной бумаги под различное оборудование это и склейкой основой и ленточные.
Шлифовальные цветки используют для устранения маленьких дефектов. Форма цветка для того чтобы избежать появления рисок.
Шлифовальные ленты заправляются в различные шлифовальные машинки.
Это список направлений можно продолжать еще долго для использования наждачной бумаги.
Наждачная бумага, обозначенная «Л1» используется для шлифования мягких материалов. Наждачная бумага, обозначенная «Л2» используется для шлифования металлов. Наждачная бумага, обозначенная «М» обозначает ее влагостойкость предназначенная для влажной обработки преимущество ее заключается в том, что при обработке отсутствует пыль и поверхность становиться более гладкой. Наждачная бумага, обозначенная «П» не предназначена для влажной обработки.
История
Первое упоминание о наждачной бумаге относится к 13-му веку, когда в Китае она изготовлялась из размолотых раковин, семян и песка, нанесённых на пергамент с помощью натурального клея. У некоторых народов в качестве наждачной бумаги использовалась кожа акулы.
Считается, что изобретателем современной шлифовальной бумаги является Джон Оукей (John Oakey) (1813 г. — 10 января 1887 г.) — английский изобретатель и основатель компании «Джон Оукей и сыновья», производителя наждачной бумаги и других шлифовальных материалов.
Будучи подмастерьем в мастерской по изготовлению музыкальных инструментов, он начал изготавливать свою первую продукцию, приклеивая песок и размолотое стекло на бумагу. Усовершенствовав технологию для массового производства, он в 1833 г. основал бизнес в Валворте (Лондон), а затем перенес его на Вестминстер Бридж Роуд, где на месте бывшего приюта построил фабрику, здание которой в те годы называлось Веллингтон Миллс (Wellington Mills). До настоящего времени не сохранилось.
Оукей последовательно разработал бумагу для сухого и влажного шлифования и целый ряд шлифовальных материалов, включая средства для полирования обуви, средства для чистки посуды, полироль для мебели, и средство для полирования ножей (запатентованное Wellington Knife Polish).
Механизированная шлифовка древесины
Ручная работа ценится. Но при использовании простейших средств механизации обработка дерева происходит быстрее. Наибольшее распространение для шлифовки разных материалов получили эластичные опоры для электродрели (рис. 6) и углошлифовальной машинки (рис. 7) с липучкой . Несколько позже изготовители опор стали реализовывать подобную универсальную опору (рис.8).
Рис. 8 Универсальная эластичная опора с липучкой для электродрели или углошлифовальной машинки
При работе с подобными средствами механизации правила техники безопасности следует соблюдать неукоснительно.
- Образуется много древесной пыли, поэтому респиратор и очки защитят органы зрения и дыхания.
- Перчатки с резиновой рабочей поверхностью защитят руки рабочего.
- Желательно надевать фартук, тогда проще вытряхнуть пыль с одежды.
Для работы с эластичной опоры выпускаются специальные шлифовальные круги (рис. 9). Они ставятся и снимаются одним движением.
Рис. 9 Сменные абразивные круги для электроинструмента
Виды наждачек по форме выпуска
Перечислим виды наждачек по форме выпуска. Основные из них два — листовой материал и рулоны. Однако также выпускаются изделия других форматов.
- Волокнистая шлифшкурка. Подходит для подготовки поверхностей под покраску и грунтование. Представляет собой нетканый материал из сетки с клеевой пропиткой.
- Абразивная сетка. Используется для шлифования без образования пыли. Состоит из полиэфирной сетки с закрепленным на ней абразивным зерном.

Фотография № 2: Абразивная сетка
- Абразивные круги. Подходят для удаления мелких дефектов с окрашенных поверхностей. Используются вместе с подложками для плотного прилегания к сложнымпо конфигурации предметам.
- Абразивная бумага в полосах. Изделия характеризуются оптимальными режущими способностями и длительным сроком эксплуатации. Выпускаются с технологическими отверстиями для отведения пыли.
- Рулонная шкурка. Бывает различных видов и подходит для узкоспециализированных работ, например, пошива и ремонта обуви.
- На поролоновой основе. Материал для влажной обработки грунтованных покрытий, доводки контуров и кромок.

Фотография № 3: Шлифшкурка на поролоне
- Для шлифовальных машин. Это шлифшкурка на липучке или клейкой основе определенных размеров, которая крепится на механизм и при необходимости легко заменяется.
- Абразивная губка. Используется для ручной полировки труднодоступных участков и подготовки поверхностей под покраску.
- Абразивные цветки. Изделия необычной формы предназначены для обработки незначительных дефектов на новых и окрашенных поверхностях.

Фотография № 4: Абразивные цветки
Шлифовальные ленты. Заправляются в станки, циклевочные машины и технику других видов. Сюда же относится наждачка на дрель.
Классификация по принципу нанесения абразива
По этому параметру материал классифицируют на шлифшкурку с открытой и сплошной засыпкой.
В открытой зерна занимают 40–60 % поверхности. Изделия этого типа предназначены для шлифования рыхлых материалов (дерева, шпатлевки и пр.).
Сплошная засыпка предусматривает заполнение материала зернами абразива полностью. Наждачка эффективно обрабатывает неровности плотных изделий из металла, стекла и пр.
Инструменты и материалы
Шлифование сруба – это затратный процесс, так как производить его необходимо правильно
Пристальное внимание следует уделить приобретению качественных инструментов, список которых немал. Первым и основным орудием для создания эстетичного вида древесины является болгарка со шлифовальным диском
Стоит отметить, что диапазон цен велик, ведь на рынке представлено как не брендированное, так и профессиональное оборудование. Эксперты советуют остановить свой выбор на золотой середине и по возможности приобрести сразу два инструмента. Такое решение предотвратит потерю времени при смене насадок с крупнозерновой на мелкую. Кроме того, подобные инструменты редко лежат в своем доме без дела, поэтому приобретение хорошей болгарки – это выгодное вложение.
Мощность болгарки должна составлять от 700 до 1000 Вт. Более мощные модели могут доставить немало дискомфорта из-за существенного веса. Лучше всего для обработки дома подойдет легкая модель с удобными ручками и длинным шнуром
Важно помнить, что работа будет производиться преимущественно на весу. Еще одним из аргументов в пользу недорогого инструмента является тот факт, что рабочий ресурс болгарки может закончиться по окончании всех отделочных работ
Оптимальный диск равен 125 мм. Для меньшего засорения забор воздуха должен происходить сзади. Боковой забор при шлифовке дома способен вывести из строя любую болгарку.

Говоря о насадках, следует выбирать пластиковую, нежели более надежную резиновую модель. Нюанс кроется в том, что резина при случайном касании оставит черный след, что непременно подпортит внешний вид сруба. Выбор дисков для болгарки – это еще один шаг к сказочному дому своей мечты.
Так как шлифовка будет проходить в два этапа, в ходе работ понадобятся такие лепестковые диски, как:
- с зерном 40–60;
- с зерном 100–120.
На шлифование поверхности равное 4 м² в среднем уходит один крупно-зерновой диск. Оцилиндрованный брус при данном процессе расходует диски экономичнее, нежели рубленая древесина. Расход мелкозерновых дисков будет напрямую зависеть от качества выполнения работ крупным зерном, поэтому предугадать траты в этом случае непросто. Тем не менее приступая к столь долгой процедуре, следует запастись нужным количеством расходного материала, избежав последующих мучительных поисков нужных инструментов.

Следующее важное, хоть и менее мощное оборудование – это эксцентриковая машинка с мощностью 200–300 Вт. Она отлично подходит для оцилиндрованного ровного бревна
К плюсам модели относится пылесборник, способный существенно улучшить окружающую атмосферу. Круги используются различные. Так, для грубой шлифовки понадобятся модели с зерном 40–60, для более тщательной – 80–100.
Особое внимание при проведении работ уделяют пазам и углам. Для их шлифования применяется старый, но эффективный инструмент – стамеска
Оптимальной шириной считается нож с параметрами 20–25 мм. Использоваться может и болгарка, но с насадками меньшего размера, чем диск. В противном случае прибор будет заклинивать, что впоследствии может привести к его поломке. Торцы шлифуются шлифовальным кругом с наждачкой 40 размера. Отполировать их можно при помощи углошлифовальной машинки.
Альтернативным методом шлифовки является пескоструйная и абразивно-струйная обработка, позволяющая добиться состаренного и естественного вида древесины.
Она выполняется с помощью специального и дорогостоящего оборудования, такого как:
- купершлак;
- сода;
- гарнет;
- специализированные виды песка.
Суть данной процедуры обработки заключается в бомбардировке частицами песка с мощным потоком воздуха древесины. Результатом стает чистая поверхность сруба без грибков и плесени даже в мелких трещинах. Стоит отметить, что отшлифовать вручную подобные части сруба практически невозможно. А также не стоит проводить браширование самостоятельно обычным пескоструем, так как он способен побить и испортить внешний вид поверхности.


Увлажнение дерева и нанесение грунтовки
Будете ли вы делать зачистку циклей или каким-то иным способом — в любом случае прежде, чем шлифовать поверхность деталей из цельного дерева либо облицованных фанерой или шпоном, ее нужно увлажнить.
Для этого лучше использовать теплую воду (можно даже горячую, если деталь из цельного дерева). Затем надо дождаться, когда детали полностью высохнут. Небольшие вмятины под воздействием воды исчезнут.
А вот надрезанные волокна древесины, до увлажнения прижатые к поверхности детали, набухают и, чуть подсохнув, встают торчком. Поэтому поверхность, казавшаяся до увлажнения безупречно ровной, часто становится грубой, ворсистой.
После шлифования поверхность вновь становится гладкой.
Грунтовка для быстрого шлифования
Поверхность детали из дерева, независимо от того, сохранит ли она натуральный вид либо будет покрыта морилкой или лаком, грунтуется.
Грунтовка закрывает все поры, словно запечатывает их.
В результате уменьшается гигроскопичность древесины, а краска ложится лучше и равномернее, чем на незагрунтованную поверхность.
Позаботьтесь о том, чтобы помещение, в котором вы работаете, было сухим, непыльным и не слишком прохладным. Так вы создадите идеальные условия для работы. Грунтовку удобнее наносить мягкой плоской кистью.
Грунтовка высыхает уже примерно через полчаса. Но подождите минимум час, прежде чем начнете шлифовать покрытую грунтовкой поверхность самой мелкозернистой шкуркой (№ 240). Работайте только в направлении волокон древесины, чаще меняйте шкурку и выбивайте из нее мелкую пыль, которая образуется при шлифовании.
Поверхность, казавшаяся безупречно гладкой, после увлажнения стала грубой, ворсистой.
На подготовленную поверхность аккуратно нанесите плоской кистью разбавленную грунтовку.
Какой бывает?










Наждачная бумага может быть различных видов. На современном рынке представлены варианты с различными частицами, которые отличаются размерами. Каждый из них по-разному маркируется и применяется в дальнейшем. Сегодня маркировка может быть двух видов.
- Отечественная маркировка, которая делается по ГОСТ еще со времен Советского Союза. Численные показатели варьируются в диапазоне от 4 до 80. Чем выше число, тем крупнее будет зерно. Для того чтобы провести шлифовку слоя шпатлевки, нужно использовать образец 20-Н или 10-Н, если необходима максимально тонкая обработка.
- Зарубежная маркировка. Она выполняется на основе стандарта FEPA. В данном случае полностью противоположная ситуация, ведь чем ниже численный показатель, тем больше само зерно.


Маркировка
Маркировка наждачной бумаги (нажмите для увеличения)
Многообразие наждачной бумаги сегодня классифицируется в двух стандартах. Маркировка производится в соответствии со стандартом FEPA, а также стандартом ISO 6344.
Нормы и того и другого соответствуют российскому ГОСТу, который в свою очередь является признанным мировым сообществом. У некоторых стран абразивная бумага маркируется и выпускается по-особому.
Традиционно шкурка выпускается в виде листов, имеет название листовая, рулонами, имеет привычную маркировку. Маркировка «Р» – обозначение зернистости. Цифры, следующие за буквой, обозначают пределы 12 -2500.
Возьмите на заметку: чем выше число зернистости, тем мельче зерна.
Гост Советского Союза обозначал значение главного показателя в микронах. С тех пор сохранилась классификация, которая иногда используется в соседних странах, бывших республиках, и в запасниках некоторых рачительных хозяев – М20, М 7, «нулёвка».
Шкурка для предварительных работ:
- Самая грубая, первичная работа с поверхностью производится с использованием шкурок, на которых крупная фракция абразива:
- Р22;
- Р24;
- 80-Н;
- 63-Н;
- 50-Н;
- Последующие обработки производят наждаками:
- Р40;
- Р46;
- Р60;
- 40-Н;
- 32-Н;
- Начальная шлифовка требует использования бумаги:
- Р80;
- Р90;
- Р100;
- Р120;
- 20-Н;
- 16-Н;
- 10-Н;
- Завершающий этап шлифовки производят шкурками:
- Р150;
- Р180;
- 8-Н;
- 6-Н.
Поэтапное использование абразивного материала позволяет тщательно выбрать все имеющиеся изъяны, выровнять поверхность, подготовить её к финишной обработке, которая проводится так же в несколько приёмов.
Наждачная бумага Р240
Классификация мелкозернистой наждачной бумаги подразумевает использование инструмента для прочного дерева (дуб, ясень):
- первичная шлифовка:
- Р240;
- Р28;
- 5-Н;
- М-6;
- полировка перед нанесением морилки, грунтовки, краски:
- Р400;
- Р600;
- Р800;
- М40;
- 2-Н.
Наждачная бумага Р1200
Использование мелкозернистой шкурки для металла, керамики:
- шлифовка:
- Р1000;
- М20;
- 1-Н;
- полировка:
- Р1200;
- Р1500;
- М7;
- М5;
- Р2000;
- Р2500 Н-0;
- Н-01.
Литера «Р» означает классификацию по ISO 6344, литеры «Н», «М» соответствуют нашей отечественной маркировке. Числовые значения обозначают размер фракции абразивного вещества.
К примеру, значение Р80 говорит, что маркировка соответствует международному стандарту, абразив пропущен сквозь формы размером 80 на дюйм. Покупателю не сложно разобраться, какие работы тем или иным инструментом нужно проводить. Правильному выбору наждачной бумаги по назначению поможет изнанка.
Матирование и полировка алюминия
 Мы давно работаем с производителями металлоизделий, и знаем что внешний вид изделия очень важен. Если речь идет о технических изделиях, то здесь уже все привыкли к полировке, сатинированию или матированию поверхности. Но иногда нашим партнерам приходится работать с предметами декора. И иногда заказчик хочет чтобы поверхность выглядела необычно. Один из вариантов такого необычного решения мы предлагаем Вам ниже. Так называемая “мутная полировка”. В этот раз мы обрабатывали плоские детали из алюминия. Для алюминия одним из самых удобных способов обработки является орбитальная шлифовальная машина. Она позволяет получать максимально ровную и монотонную поверхность на таком мягком и капризном металле.
Мы давно работаем с производителями металлоизделий, и знаем что внешний вид изделия очень важен. Если речь идет о технических изделиях, то здесь уже все привыкли к полировке, сатинированию или матированию поверхности. Но иногда нашим партнерам приходится работать с предметами декора. И иногда заказчик хочет чтобы поверхность выглядела необычно. Один из вариантов такого необычного решения мы предлагаем Вам ниже. Так называемая “мутная полировка”. В этот раз мы обрабатывали плоские детали из алюминия. Для алюминия одним из самых удобных способов обработки является орбитальная шлифовальная машина. Она позволяет получать максимально ровную и монотонную поверхность на таком мягком и капризном металле.  Для предварительной шлифовки алюминия использовали нашу технологию матирования, только изменили количество и зернистость используемых кругов: Шлифовальные круги Velcro AO (оксид алюминия) d125, зерно P180 – первый шаг, которым мы убираем все дефекты и выравниваем поверхность. Шлифовальные круги Velcro AO (оксид алюминия) d125, зерно P220 – понижение шероховатости. Шлифовальные круги Velcro AO (оксид алюминия) d125, зерно P400 – понижение шероховатости. Шлифовальные круги Velcro AO (оксид алюминия) d125, зерно P600 – финишное шлифование.
Для предварительной шлифовки алюминия использовали нашу технологию матирования, только изменили количество и зернистость используемых кругов: Шлифовальные круги Velcro AO (оксид алюминия) d125, зерно P180 – первый шаг, которым мы убираем все дефекты и выравниваем поверхность. Шлифовальные круги Velcro AO (оксид алюминия) d125, зерно P220 – понижение шероховатости. Шлифовальные круги Velcro AO (оксид алюминия) d125, зерно P400 – понижение шероховатости. Шлифовальные круги Velcro AO (оксид алюминия) d125, зерно P600 – финишное шлифование.  После обработки ОШМ поверхность уже становится равномерной и красивой. Но в этот раз задача была получить что-то новое. Было решено заполировать сверху нашу заготовку с помощью той же эксцентриковой машины. Если полировать поверхность с помощью обычной полировальной УШМ, то очень сложно будет добиться идеального результата. Такой процесс займет значительно больше времени.
После обработки ОШМ поверхность уже становится равномерной и красивой. Но в этот раз задача была получить что-то новое. Было решено заполировать сверху нашу заготовку с помощью той же эксцентриковой машины. Если полировать поверхность с помощью обычной полировальной УШМ, то очень сложно будет добиться идеального результата. Такой процесс займет значительно больше времени.  Поверхность после Р600. Для полировки с помощью ОШМ лучше использовать жидкие полировальные пасты, так как твердую пасту трудно нанести на полировальный круг при орбитальном движении. Сам полировальник так же стоит использовать более мягкий. Мы рекомендуем: Круг полировальный Finesse-it d125 мягкий фетровый Жидкие полировальные пасты G-Polish Pink Наносим пасту на круг и приступаем к полировке.
Поверхность после Р600. Для полировки с помощью ОШМ лучше использовать жидкие полировальные пасты, так как твердую пасту трудно нанести на полировальный круг при орбитальном движении. Сам полировальник так же стоит использовать более мягкий. Мы рекомендуем: Круг полировальный Finesse-it d125 мягкий фетровый Жидкие полировальные пасты G-Polish Pink Наносим пасту на круг и приступаем к полировке. 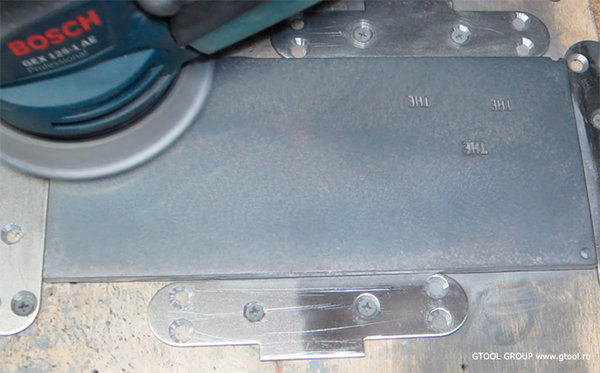 После полировки поверхность выглядит грязной и блеска почти не видно. Это потому, что на ее поверхности осталось много пасты.
После полировки поверхность выглядит грязной и блеска почти не видно. Это потому, что на ее поверхности осталось много пасты.  Чтобы убрать остатки пасты используем венскую известь с салфеткой из микрофибры: Венская известь Салфетка чистящая
Чтобы убрать остатки пасты используем венскую известь с салфеткой из микрофибры: Венская известь Салфетка чистящая  Теперь поверхность выглядит превосходно.
Теперь поверхность выглядит превосходно.  Алюминий довольно мягкий металл. Поэтому чтобы алюминий не окислялся и не тускнел, мы покрыли изделие лаком. Возможны разные варианты завершения такой поверхности – можно доводить шлифовку до более мелкого зерна или полировать в два шага, чтобы получить больше глянца. Но это уже совсем другая история.
Алюминий довольно мягкий металл. Поэтому чтобы алюминий не окислялся и не тускнел, мы покрыли изделие лаком. Возможны разные варианты завершения такой поверхности – можно доводить шлифовку до более мелкого зерна или полировать в два шага, чтобы получить больше глянца. Но это уже совсем другая история.
Состав для полировки своими руками
Несмотря на то, что в магазинах
представлена очень широкая линейка различных составов для полировки, рецепты
для самостоятельного приготовления составов, все-же продолжают пользоваться
спросом.
Выбор за вами- покупать ли
готовую смесь, наиболее подходящую по марке, качеству или составу, или
приготовить состав самостоятельно. Процесс полировки от этого, практически не меняется.
Рецепт и процесс нанесения состава для полировки — шеллачная политура
- Шеллак в виде мелко раздробленной смолы — 60 грамм
- Этиловый спирт 90 градусов -500 мл

Шеллак, заливают спиртом в
емкость. Закрывают емкость плотной крышкой и периодически взбалтывают до
полного растворения смолы. После того, как смола полностью растворится, состав
фильтруют и переливают в чистую емкость.
Полировать древесину следует в несколько этапов. Сначала идет шлифовка, после которой удаляют пыль с поверхности, вторым шагом идет грунтовка поверхности, затем- располировка и отполировка.
Особенности
Принцип работы наждака – снятие верхнего слоя заготовки. Абразивные крошки работают как тысячи маленьких резцов, позволяя придать материалу нужную форму, ошкурить, убрать заусенцы и дефекты или отшлифовать поверхность. Особенность работы с деревом в том, что с одной стороны требуется усилие для шлифовки, но в то же время почти любое воздействие оставляет след, и добиться гладкой поверхности бывает сложно. Причем покраска или лакировка не скрывает дефекты, а подчеркивает. Дополнительно обработку усложняет то, что разные участки дерева имеют разную плотность и требуют разного нажима.
Поэтому для дерева применяют технологию поэтапного шлифования несколькими видами наждачки – от более грубой к более мягкой. Грубая наждачка на начальном этапе позволяет минимизировать усилия по шлифовке и быстро снять верхний слой. А каждая последующая удаляет слишком сильные царапины и неровности после предыдущей, позволяя добиться гладкости и блеска.
Шлифовка не только придаст законченный и эстетичный вид любой деревянной поверхности, но и позволит лучше защитить материал – на отшлифованную поверхность лучше ложатся защитные составы, водо- и огнезащитные пропитки.
Поэтому шлифовка – необходимый этап всех работ:
- при реставрации снимается старый слой краски и верхний (поврежденных) слой материала;
- при выравнивании пола, стен и других поверхностей устраняются неровности;
- для подготовки материала к покраске и обработке защитными составами открывается структура дерева, его «поры»;
- промежуточная обработка при грунтовке, покраске необходима для сглаживания неровностей нанесенного слоя, комочков краски, устранения прилипших частиц;
- полировка финальных покрытий (краски, лака) позволяет устранить мельчайшие дефекты, микроцарапины, добиваясь идеальной гладкости, блеска и защиты древесины.
Наждачная бумага позволяет осуществлять работы по дереву как вручную, так и с помощью специальных шлифовальных (ленточных, эксцентриковых, угловых) или полировальных машинок. Для ручной обработки бумага выпускается в формате листов, лент и рулонов. Для машинок изготавливают абразив в виде лент, дисков или лепестковых кругов.
Если для ручной обработки можно выбрать лист любого удобного размера, то расходники для оборудования должны соответствовать размеру подошвы или быть чуть-чуть уже. Для ленточной машинки важна не только ширина, но и длина. Например, ходовые размеры 100х610, 30х533. Если в листах есть отверстия для отвода пыли – они должны совпадать с аналогичными на подошве машины.
Это 7 или 6 буквенно-цифровых обозначений.
- Вид основы. Он обозначен во 2-й буквенно-цифровой группе. Чаще всего это бумага (обозначается буквой К), ткань (Р), полиэстер (Х) или комбинированная основа (С).
- Плотность основы – буквенное обозначение на 5-й позиции (А – тонкая бумага до 85 г/м2, Е – особо гибкая ткань, X-жесткая ткань и т. д.).
- Для водостойкой шкурки на 6-й позиции указана буква W, для неводостойкой – ничего не указывается.
- Способ соединения абразива с основой – указывается в 3-й позиции. Для невысокой механической нагрузки подходит абразив, закрепленный одинарным слоем клея (2). Более надежная и износостойкая шкурка имеет два слоя водостойкой полимерной смолы (1) или двойной слой «клей+смола» (3).
- Тип нанесения материала – в 5-й группе. Для дерева лучше всего подходит открытое нанесение (обозначается 1), стеариновое нанесение (3), стеариновое покрытие с открытым нанесением (4) – они меньше засоряются стружкой.
Самые важные характеристики – это вид покрытия (указан в 1-й группе) и степень зернистости (последняя группа). Рассмотрим их более подробно.
Какой должна быть зернистость наждачной бумаги для работы
Как вы понимаете, для разной обработки материалов применяется разная шлифовальная шкурка. Речь сейчас не о форме выпуска, а о размере зерна, способе его нанесения. Тип абразива и способ нанесения имеет вторичное значение. Они больше влияют на долговечность использования материала. Но как обычно, лучше — значит дороже. Тут каждый уже выбирает сам. А вот размер зерна лучше подбирать под конкретные задачи.
Наждачка для шлифования дерева под покраску: выбор размера зерна
Какой наждачкой шлифовать дерево
Для того чтобы шкурка не забивалась, зерно должно быть нанесено с промежутками. Это открытый тип нанесения. В таком случае не придется часто ее «выбивать» или менять. Тип основы — бумага или ткань. Бумага дешевле, ткань дороже. Если есть шлифмашинка, смотрите в рекомендациях к ней. Для обработки вручную, можно закрепить кусок на специальный держатель или прибить к бруску.
Как выбрать зернистость наждачной бумаги для обработки древесины
Рекомендации по выбору зернистости даны в таблице. Для первичной обработки, идет шлифшкурка от P40 до P80. Это придание формы, снятие толстого слоя. Теми же материалами снимаем лак и краску с древесины. Для подготовки дерева к покраске нужна уже P100 до P240. Для шлифовки после нанесения первого слоя лака, берем P360 или P400. А доведение до гладкости — собственно полировка и лакировка — это уже совсем мелкие P500 и выше. Вообще, полировка — это отдельная тема, и там надо пошагово шлифовать и наносить краску или лак. И с каждым разом зерно берут все более тонкое. А завершают полировку, вообще мягким полировочным (войлочным) материалом.
Каким наждаком обрабатывать металл
Для обработки металла придется брать более жесткие абразивные материалы, а значит и более дорогие. Обычный корунд справится с алюминием и его сплавами. Ими же обрабатывают чугун, бронзу и черную сталь. Для латуни нужен хотя бы циркониевый, но лучше титановый или легированный электрокорунд. А еще лучше — керамический
Еще обратите внимание — способ нанесения должен быть закрытым
Для шлифовки и полировки металла нужен другой тип шкурки, а размеры зерна подбираем под вид работы
Принцип подбора зернистости тот же: для грубой обработки повышенная «шершавость» крупного зерна, чем тоньше обработка, тем мельче абразив. Для снятия ржавчины и выравнивания основных шероховатостей берут самую грубую наждачку. Чем тоньше слой, тем меньше размер зерна. Так что тут все логично
Но обратите внимание, что на каждый вид работы приходится два или три размера зернистости. Это не значит, что надо брать любой из указанных
Это значит, что для получения хорошего результата надо обрабатывать каждым размером. Хотя, если внешний вид вам не так важен, тогда можно и одним размером из рекомендованных.
Наждачная бумага для пластика, камня, керамики и стекла
По типу абразива и его нанесения рекомендации те же: более прочные, более плотное расположение. Но шлифовка рекомендована с подачей воды, так что требуется водостойкая модификация наждака.
Наждачная бумага для пластика: выбор зернистости
Для финишной доводки пластика и стекла, шлифовальная шкурка даже с самым маленьким зерном — та самая нулевка или P800 — будет слишком грубой. Она будет оставлять видимые царапины. Доводят до гладкости эти материалы при помощи пасты ГОИ и еще более тонких шлифовальных составов. Но это уже отдельная история и свои технологии.








