Как сделать профилегиб своими руками
Содержание:
- Как сделать трубогиб для профильной трубы своими руками
- Ручной трубогиб для профильных труб своими руками
- Для чего нужен агрегат
- Станок усиления профильной трубы
- Станок, изготовленный на заводе
- Особенности вальцовки на Новомосковском ЗМК
- Делаем станок своими руками
- Изготовление простейшего трубогиба шаблонного типа
- Ручной кромкогиб своими руками
- Устройство трубогибочного станка и инструкция по его сборке
- Станок для загиба — особенности конструкции
- Способ изгиба
- Дефекты гибки и как их избежать
- Виды трубогибов
- Вальцы промышленного производства
Как сделать трубогиб для профильной трубы своими руками
Весь сортамент профильных стальных труб, их конструкционные достоинства и сферу применения мы рассматривали отдельно. Сейчас мы их попробуем согнуть своими руками по заданному радиусу конечного изделия.
При этом очень важно не допустить следующих технических дефектов:
- растрескивание; такой металлический профиль придется выбросить;
- сжатие или растяжение поверхностей в точках потенциальной нагрузки на конструктивный элемент;
- деформация исходного профиля, приводящая к нарушению стойкости металла (коррозионной и механической) в узлах гибки и излома несущей конструкции.
Если вы готовы исполнить своими руками агрегат и вальцы для подобных работ – честь вам и хвала. Самый простой кустарный трубогиб с прокатными вальцами от электропривода (годится любой электромотор с редуктором) и прижимным устройством из обыкновенной стальной трубы. Монтируется на обычный автомобильный домкрат и, судя по отзывам, дает качественную арочную продукцию.
Ценим технические находки наших «кулибиных», но рекомендуем покупать уже готовый металлический прокат любой конфигурации или делать его на заказ по своим чертежам и задумкам, особо не утруждая руки и голову.
Для качественного осуществления строительного процесса необходимо иметь полный перечень инструмента. При работе с трубами не обойтись без трубогиба – специальное устройство, с помощью которого профильной трубе можно придать правильно изогнутой формы. Но профессиональное оборудование стоит денег, поэтому рассмотрим, как можно сделать вальцы своими руками.
Ручной трубогиб для профильных труб своими руками
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дерева
Тонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок
При трудоемкой работе с металлом это особенно важно
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
Чертеж и общий вид ручного инструмента
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
-
Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
Готовый самодельный станок
Чтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
https://youtube.com/watch?v=W3SXjpAF1GM
Для чего нужен агрегат
Чтобы согнуть профильную трубу, не нужно обращаться за помощью в металлопрокат или покупать специальный инструмент. Сделать это можно при помощи двух металлических столбиков, закопанных в землю. Однако этот способ имеет существенный недостаток — необходимость прикладывания физических усилий. В итоге получается неаккуратно изогнутая труба, которая не подойдёт для сооружения теплицы, арки или прочих изделий.
Трубогиб предназначается, чтобы иметь возможность получать аккуратно изогнутые формы труб. Эти агрегаты в последующем применяются для сооружения арок, теплиц, перекрытий, беседок, заборов и т.п. Если задаётесь целью соорудить теплицу в домашних условиях, то нужно сконструировать самодельный трубогиб. Если для этого имеются подручные изделия и инструменты, то реализовать конструкцию устройства своими руками не составит большого труда.
Чтобы сделать роликовый трубогиб своими руками для профильной трубы нужно позаботиться о чертежах. Ими пользуются, чтобы рассчитать необходимое количество материала, а также затраты на производство самодельного агрегата.
На чертёж наносится планируемая конструкция изделия, которая зависит от имеющихся в распоряжении материалов.
Большинство мастеров останавливаются на изготовлении трубогибных станков фронтального типа. Такие изделия состоят из следующих компонентов:
- Ролики, представленные в виде круглой стальной трубы (количество необходимых роликов составляет 3 штуки).
- Цепь, приводящее в действие валы.
- Оси вращения.
- Механизм, движущий устройство.
- Профили, которые применяются для того, чтобы сделать основание или раму.
Стоит отметить, что вариантов изготовления рассматриваемых изделий огромное количество, но все они функционируют по принципу вальцовки или прокатки. Именно такой принцип изгиба труб предоставляет возможность снижения риска возникновения излома и растрескивания трубы.
Простой трубогиб имеет вид агрегата, в который вводится профильная труба, после чего проворачивается рукоятка, при вращении которой начинает передвигаться труба, и образовывается изгиб
При конструировании самодельного агрегата в домашних условиях важно учитывать, что параметры изгиба будут зависеть от самой конструкции. Чем ближе будет расположение прижимных роликов друг к другу, тем меньше угол. Это интересно: Как сделать курятник для кур несушек: разбираемся обстоятельно
Это интересно: Как сделать курятник для кур несушек: разбираемся обстоятельно
Станок усиления профильной трубы
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
Конструкция
Станок для усиления профиля по принципу работы и по конструкции во многом напоминает обычный прокатный станок.
Кроме станины и привода движения, основными узлами станка для усиления профильной трубы являются:
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы перемещаются.
- Верхний вал – прижимной. Осуществляет деформацию профиля – прижимает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на массивное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг своей оси.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 90).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.
Станок для усиления профиля
Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
Профильная труба
Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Приводной механизм
По принципу работы существуют разные виды проводных механизмов:
- ручной;
- электрический;
- гидравлический.
Станок с ручным приводом отличается простой конструкцией, компактностью, рассчитан на небольшие объёмы работ. Работать на нём сможет только физически развитый человек. Деформировать металл придётся при помощи мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает не много места. Работает он от электродвигателя, производительность – высокая.
Оборудование с гидроприводом слишком громоздкое. Позволяет прокатать профильную продукцию с максимальными размерами. Предназначено для больших объёмов работ.
Функциональность
Повышенным интересом пользуются многофункциональные модули стационарного типа, которые оснащены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных элементов ;
- кузнечным блоком для холодной ковки.
Все операции выполняются без переналадки оборудовния и смены инструмента. Модули позволяют изготовить различные декоративные кованные элементы разного размера и требуемой формы.
Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, приспособленный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После такой обработки труба полностью готова для изготовления декоративного завитка на кузнечном блоке.
Станок, изготовленный на заводе
Если профессиональная деятельность требует постоянного применения станка для гибки труб, то стоит приобрести серийный станок. Конструкции, изготовленные на заводе, обладают множеством функций, высокой мощностью и прочностью.
Ручное устройство компактного размера можно купить недорого.
Какими преимуществами обладает заводской станок:
- станки имеют автоматизированный процесс управления.
- станки оснащены сменными насадками, что расширяет спектр применения одного станка для разных профилей.
- некоторые станки имеют пульт управления на расстоянии.
- конструкции имеют небольшие размеры, из-за этого станки мобильны.
- серийное оборудование легко устанавливается на твердой гладкой поверхности.
- станки выполняют изгибы сложной конфигурации, к примеру, в виде N или П.
Работать за станком можно подготовленным людям, пройти обучение несложно по интернет-видео.
Особенности вальцовки на Новомосковском ЗМК
Новомосковский ЗМК располагает опытными кадрами, регулярно повышающими свой квалификационный уровень, и необходимым техническим оснащением, отвечающим строгим европейским стандартам.
Благодаря современным технологическим процессам и работе опытных мастеров каждый вид работ, связанных с гибкой труб из любых пластичных материалов, осуществляется оперативно и качественно. Любая технологическая операция выполняется в полном соответствии со всеми требованиями, предусмотренными для конкретного вида технологического процесса, с обязательным прохождением подготовительной стадии.
Делаем станок своими руками

В конструкции подобного аппарата можно выделить следующие элементы:
- станина;
- транспортер;
- кронштейн с направляющими уголками;
- верхний ролик;
- струбцина.
Сборка перечисленных компонентов производится по отдельности, а по завершении этой работы переходят непосредственно к сборке станка в целом. Еще до начала изготовления станка для гибки труб следует позаботиться о наличии необходимых для станка материалов, деталей и устройств. Выполнить работу по изготовлению трубогиба вы сможете, если у вас будет сварочный аппарат и комплект инструментов. Вначале необходимо подготовить все основные элементы, после чего уже начинают работу по их сборке в определенной последовательности.
Сборка станины
Станина — это элемент, которая имеет вид обычного стола или верстака. Для получения сведений об обязательных материалах и комплектующих изделиях, из которых собирается это устройство, следует заглянуть в спецификацию.
Для изготовления ножек можно использовать швеллер либо отрезки трубы, достигающие в диаметре 100 мм.
Если для соединения основных элементов планируется применять сварку, то следует позаботиться о том, чтобы были соблюдены все габаритные размеры, которые приведены в чертеже. Закончив работу по сборке станины убедившись в надежном ее креплении, можно переходить к установке транспортера.
Сборка и крепление транспортера
Транспортер представляет собой конструкцию, в которой имеется два ролика, располагающихся на противоположных сторонах станины. Для качественного выполнения монтажа, необходимо ознакомиться с чертежом транспортера, где приведены все необходимые сведения.
Особое внимание следует уделить звездочке цепной передачи на валах, которая должна быть прочно и точно зафиксирована. Далее приступают к установке натяжного механизма, в конструкции которого также предусмотрена аналогичная звездочка
Функция этой детали заключается в выборе оптимального уровня натяжения приводной цепи.
Сборка прижимного механизма

В случае обнаружения определенных отклонений степень прижима будет такой, что уже нельзя будет гарантировать необходимую точность при изготовлении продукции. Аналогичного подхода следует придерживаться и при установке прокатных роликов. Когда все операции по сборке прижимного механизма будут выполнены, необходимо убедиться в работоспособности оборудования, попробовав его в допустимых режимах.
Для проведения подобных испытаний необходимо взять трубы разного диаметра. Сама операция по гибке выполняется по заранее рассчитанным параметрам.
Особое внимание следует уделить тому, чтобы между полученными результатами и рассчитанным геометрическим размерам не наблюдалось отклонений. Если говорить применительно о самодельном трубогибе, то подобный станок можно использовать для обработки не только обычных труб круглого сечения, но и профильной продукции
Если вы решили изготовить трубогибочное оборудование, чтобы его помощью регулярно выполнять множество заказов, то вам следует позаботиться о составлении инструкции по правилам его обслуживания.
Изготовление простейшего трубогиба шаблонного типа
Простой прокатный станок для гибки труб можно изготовить даже из дерева. Естественно, это будет ручной трубогиб, в конструкции которого можно даже не предусматривать прижимной ролик, если использоваться он будет для тонкостенных изделий. Шаблон для такого устройства изготавливается из деревянной доски, толщина которой должна быть такой, чтобы превышать диаметр самой трубы.
Деревянный шаблон для простейшего ручного трубогиба
Для удобства работы имеет смысл озадачиться профилированием шаблона со стороны его торца, дабы избежать соскакивания трубы в процессе сгибания. В этих целях можно сложить две доски, у которых предварительно спилить по одной грани, создав таким образом своего рода желоб. Сделанный предварительно выполняется чертеж поможет избежать ошибок.
При использовании подобного трубогиба шаблон крепят к надежному основанию, а с левой стороны от него (для правшей) закрепляют упор. Трубу, которую необходимо загнуть по требуемому радиусу, заводят между шаблоном и упором и аккуратно гнут ее, следя за тем, чтобы она не соскочила с шаблона.
Разборный шаблон из крюков
С помощью такого трубогиба, сделанного из подручных материалов, можно выполнять сгибание по большому радиусу изгиба. Можно избежать изготовления деревянного шаблона и упростить приспособление, заменив его на зафиксированные на основании металлические крюки, расположенные по окружности с требуемым радиусом загиба. Удобно такое устройство тем, что размеры загиба в любой момент можно изменить, расположив крюки-упоры по окружности с другим радиусом.
Вооружившись ручной лебедкой, можно значительно расширить диапазон производимых работ за счет заметного увеличения тягового усилия для сгибания труб.
Лебедка поможет расширить функциональность простейшего ручного трубогиба
Ручной кромкогиб своими руками
Остановимся на варианте проектирования и изготовления ручного кромкогиба с одновременным получением внутреннего или внешнего контура по всей длине предварительно размеченной заготовки. Общий вид приспособления представлен на рисунке. Такой ручной кромкогиб можно использовать не только в автосервисе, но также при производстве кровельных работ, изготовлении жестяных вентиляционных коробов и прочих пространственных изделий из листового металла.
Размеры самодельного кромкогиба с ручным приводом определяются в зависимости от наибольших размеров заготовки, для которой производится отбортовка. Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.
Конструкция ручного кромкогиба рассчитана на последовательное выполнение двух переходов:
- прижима заготовки при помощи струбцины и нижнего прижима;
- отбортовки по заданному контуру поворотом рукоятки с расположенным на ней пуансоном.
Обычно рекомендуют выполнять сварной вариант такого узла, но это нецелесообразно: параметры кривой отбортовки могут измениться, а пуансон сменить уже невозможно. Поэтому, учитывая небольшие усилия, возникающие при деформировании лучше изготовить сборно-разборный пуансон, который представляет собой совокупность отдельных модулей, характеризующихся своим радиусом закругления и высотой кромки.
Крепление таких пуансонов на балке выполняется при помощи болтов (разумеется, что все посадочные места должны быть спроектированы и выполнены с максимально возможной точностью).
Само кромкообразование выполняется после того, как заготовка надёжно зафиксирована между верхним и нижним прижимами (последний обеспечивает плавность прижима за счет пружины, насаженной на стержень в верхней плоскости). Совмещение двух половинок отбортовочного штампа производится при перемещении опорного кронштейна по сопрягаемой поверхности ограничителей, которые выполняют роль направляющих элементов ручного кромкогиба.
Изменяя конфигурацию пуансонных модулей, можно выполнять отбортовку не только под прямым, но и под любым другим углом – вплоть до 110…120º (для этого достаточно лишь предусмотреть небольшой скос на ограничителе, который виден на рисунке).
Устройство трубогибочного станка и инструкция по его сборке
Вне зависимости от того, какие расходные материалы и механизмы есть в вашей домашней мастерской или гараже, станок для гибки профильной трубы своими руками может быть изготовлен по различным конструктивным схемам. Сделав даже простейший самодельный трубогиб, в дальнейшем, если в этом возникнет необходимость, вы сможете усовершенствовать его конструкцию, наделив такое оборудование рядом дополнительных функций.

Конструкция станка для гибки труб (в разрезе)
Основными элементами конструкции любого станка, на котором выполняется , являются:
- несущая рама, которая изготавливается из мощного металлического профиля;
- три вала, вращающиеся на отдельных осях (именно посредством таких элементов, которые должны отличаться высокой прочностью, гибочные станки и воздействуют на профильную трубу, деформируя ее на требуемый угол изгиба);
- механизм, при помощи которого рабочие валы приводятся во вращение;
- цепь, соединяющая элементы приводного механизма.
Перед изготовлением самодельного оборудования для гибки желательно подготовить его чертеж или найти готовый в интернете. Более того, там можно обнаружить и видео с подробной инструкцией, объясняющей процесс изготовления устройства для изгиба профильных труб.
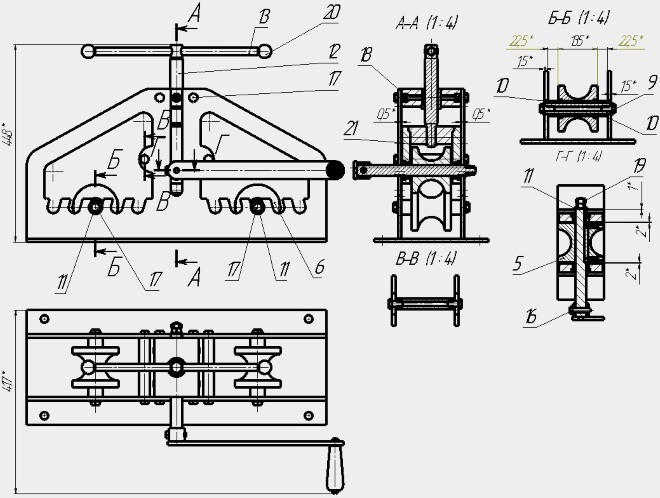
Чертеж трубогиба
После того как подготовлен, можно приступать к сборке несущей рамы. Если вы планируете применять свой трубогибочный станок для труб большого диаметра, то для сборки его несущей рамы лучше не использовать сварку: она не сможет обеспечить конструкции оборудования требуемую надежность. В таких случаях элементы рамы лучше соединить между собой при помощи болтов. Использование болтовых соединений, кроме того, сделает ваш трубогибочный станок более мобильным, вы в любой момент сможете быстро разобрать его и перевезти в другое место.

Детали трубогиба: подшипники, валы и цепная передача
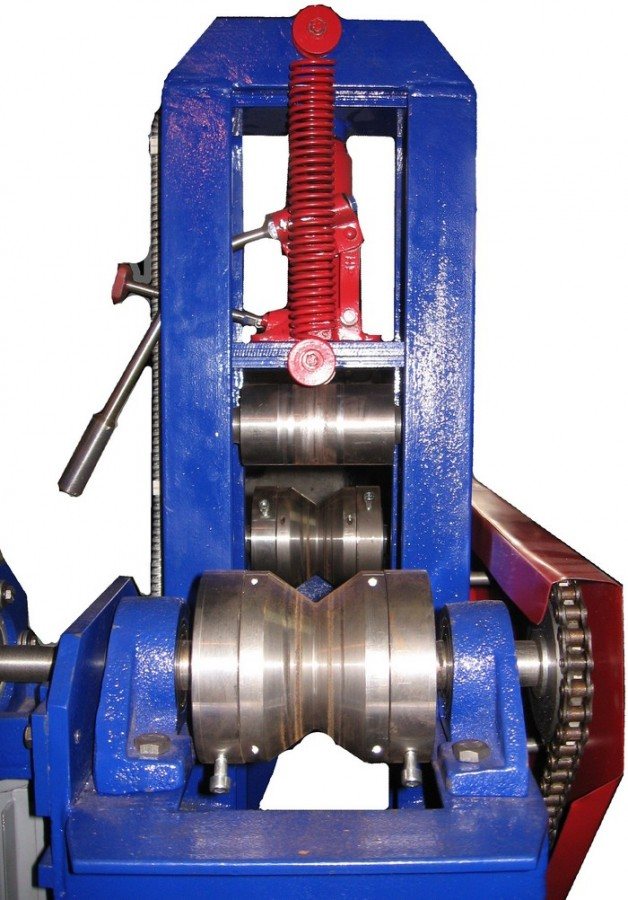
Валы, которыми оснащается любой гибочный станок для профильной трубы, – это цилиндры с осями вращения, изготовленные из высокопрочной стали. Как уже говорилось выше, на трубогибочный станок устанавливают три рабочих вала, при этом два из них фиксируются немного выше поверхности рабочего стола, а третий – над ними. Радиусы гибки труб зависят от того, на каком расстоянии располагаются между собой рабочие поверхности нижних валов. Таким образом, если, создавая свой трубогибочный станок, вы сразу предусмотрите в его конструкции возможность горизонтального перемещения нижних валов и вертикального – верхнего, вы сможете регулировать параметры выполняемого сгиба, а также обрабатывать трубы различного размера.

Сваренная из толстого металла П-образная каретка с прижимным валом

Для закрепления подшипников используются «полумесяцы» из 4-миллиметрового металла
После того как все рабочие валы трубогибочного станка установлены на раме, необходимо собрать механизм, который будет приводить их во вращение. В качестве такого механизма лучше всего использовать цепную передачу, элементами которой будут три звездочки и сама цепь, соответствующая им по своим параметрам. Две звездочки устанавливаются на оба нижних вала трубогиба для профильной трубы, а третья фиксируется ниже, на одном из элементов несущей рамы
Очень важно предусмотреть возможность изменения положения нижней звездочки, так как это позволит вам выполнять натяжку цепи на трубогибочном станке. Чтобы приводным механизмом станка можно было легко управлять, на одной из звездочек фиксируют ручку, которую следует сделать не только прочной, но и максимально удобной в работе

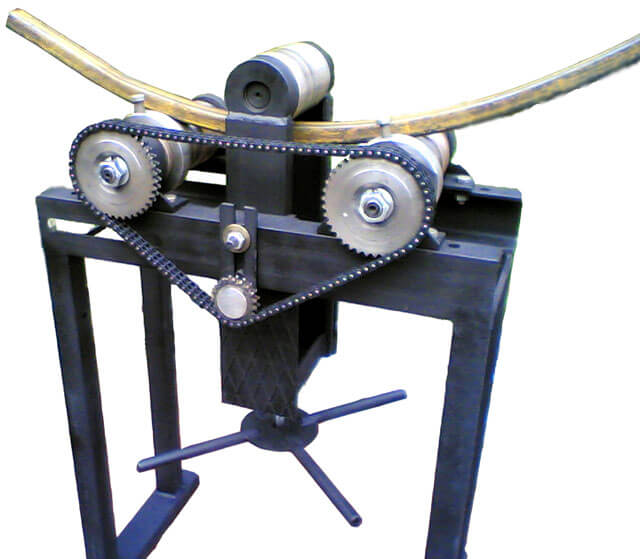
Трубогиб собран и готов к испытанию
По завершении сборки станка следует выполнить на нем тестовый изгиб трубы. Если результаты теста вас удовлетворили, можно начинать пользоваться своим оборудованием.
Станок для загиба — особенности конструкции
Станок обеспечивает не только идеальный загиб на заданный угол, но и гарантирует отсутствие дефектов в гранях трубы. Альтернативой этого способа загиба труб является только «горячая» деформация. Но о точности в этом случае можно забыть.
Станок гибочный для профильной трубы в классическом варианте конструкции, состоит из следующих деталей:
- Станины – жесткой рамы, к которой крепятся все детали станка. Она бывает напольной и настольной.
- Нескольких вальцов – главного рабочего органа станка, которые корректируют движение трубы через станок и осуществляют деформацию.
- Струбцины – источника деформирующего усилия, давящего на грань трубы
- Органов управления станком: рукоятей вращения подающего и прижимающего механизма.
Схема работы загибочного станка выглядит следующим образом. Трубу размещают между двумя подающими вальцами. Вращением струбцины к загибаемой грани трубы подводят деформирующий валок, который вдавливается в поверхность с нужным усилием. Включив подающий механизм станка, осуществляют перемещение трубы сквозь зону деформации.
В итоге, профиль, перемещающийся между подающими вальцами, входит в контакт с деформирующим валком и отклоняется от изначально прямолинейной формы. Причем от способа реализации подающего механизма зависит и производительность, и тип загибочных станков, которые разделяются на ручные и электрифицированные.
Простейший трубогиб для профильной трубы (ручной)
Ручной трубогиб работает от ручного усилия оператора. То есть, подающий механизм такого станка вращают вручную, как и прижимающую струбцину. Разумеется, подобный вариант реализации конструкции трубогиба не позволяет обработать большие партии труб. Но для небольших металлоконструкций – козырьков, навесов, небольших теплиц – такой трубогиб просто идеален. Да и стоимость ручного трубогиба будет существенно ниже варианта с электрическим приводом.
Кроме того, ручной трубогиб можно изготовить самостоятельно! Для этого нужно наварить на широкую двутавровую балку (будущая станина) П-образное основание для струбцины. В качестве струбцины можно использовать обычную шпильку с наваренным на один конец валком.
Для передачи деформирующего усилия можно использовать вваренную в верхнюю часть П-образного основания струбцины гайку, в которую заранее вкручивают шпильку. Далее, по обеим сторонам от П-образного корпуса струбцины, на двутавровую балку наваривают стаканы для подшипников, в которые поместят оси вальцов-барабанов.
На ось первого, подающего валка с одного края наваривают рукоять, а с другого – ведущую звездочку зубчатой передачи. На оси второго подающего валка закрепляют ведомую звездочку зубчатой передачи.
И после натяжения цепи ручной трубогиб будет готов к работе.
Ручные трубогибы используют в бытовых целях. Они помогут в создании заготовок для небольшой металлоконструкции любого типа.
Электрифицированные механизмы
Трубогиб с электрическим приводом предполагает полную механизацию процесса подачи трубы в зону деформации. И этот вариант куда лучше ручного станка. Поскольку мотор может обеспечить довольно большое тяговое усилие, перемещающее трубу, что позволяет загибать трубы больших габаритов.
С конструкционной сточки зрения, электрифицированный станок отличается от ручного только наличием дополнительного механизма, транслирующего момент вращения с вала электродвигателя на оси подающих вальцов.
Кроме того, электрический привод может быть установлен и на деформирующий механизм – струбцину. В итоге, используя контролируемое усилие в механизмах подачи и деформации, можно добиться загиба трубы по более сложному профилю. Трубогибы с приводом на электромоторах можно использовать в мелкосерийном и серийном производстве заготовок для металлоконструкций.
Гидравлический трубогиб
Кроме механического и электрифицированного трубогиба современные станкостроители выпускают еще и загибочные станки с гидравлическим приводом. От вышеописанных вариантов этот тип станков отличается наличием гидравлического привода, передающего свое усилие на деформирующие вальцы. Проще говоря, в данном устройстве резьбовую струбцину заменяют гидравлическим прессом, расположенным в нижней части станины.
https://youtube.com/watch?v=b4NSJo-FZNY
На практике такая конструкция дает возможность изогнуть трубу практически под любым углом. Ведь гидравлический пресс создает намного большее усилие в зоне изгиба, чем резьбовая струбцина. И такой вариант, без сомнения, пригодится в серьезном, промышленном производстве металлоконструкций любой формы.
Способ изгиба
Определяет главную конструкционную особенность аппарата, его производительность и назначение.
Изгиб выдавливанием – похож на формирование по шаблону, но под действием пуансона – деформирующего ролика. Если на деревянном шаблоне труба фиксируется сверху и, по сути, обжимается по образцу, то здесь деформация создается уровнем прижимания ролика к изгибу. Этот вариант требует установки на прочную опору и предназначен для работ небольшого объема. Большим плюсом метода служит получение изогнутых профильных труб без складок.
- Изгиб прессованием – отрезки трубопровода зажимаются неподвижной матрицей и пуансоном, действие аналогично работе тисков, и если устройство изготавливает своими руками, то основой действительно берут слесарные тиски.
- Изгиб прокаткой – профильная труба протягивается между вращающимся деформирующим роликом и двум опорными. Этот метод наиболее универсален, так как позволяет гнуть как тонкие трубки – в этом случае используются капролактамовые ролики, так и толстостенные изделия. На фото приведен образец.
Дефекты гибки и как их избежать
Для облегчения гибочного процесса профильной трубы, и, чтобы избежать образования дефектов, мы решили поделиться с вами моментами, которые их вызывают.
Нередко в бытовых самодельных трубогибах присутствует тянучка и волна, в самом узком месте — в месте уменьшения площади
Это в свою очередь может привести к образованию микротрещин, хотя для сооружения парников и беседок это не важно
Ещё один дефект, который возникает при гибки квадратной профтрубы — в процессе происходит её закручивание по оси. Исправить такую трубу для использования в качестве арки теплицы будет невозможно. Причиной «пропеллера» является несимметричное распределение нагрузки при проведении загибочных работ.
«Хвостик» не только надёжно фиксирует профильную трубу, но также поглощает отдачу технологического напряжения.
Виды трубогибов
Как было упомянуто выше, часто — и в домашнем хозяйстве, и в промышленных масштабах — возникает необходимость изменить круглую или профильную трубу, согнув её под требуемым углом в одном или нескольких местах или придав ей плавный радиус изгиба. Требуется это и по технологическим условиям эксплуатации труб, и по эстетическим (к примеру, при создании узорчатых конструкций и элементов — для козырьков, навесов и т.д.).
В большинстве случаев согнуть трубу вручную или физически невозможно, или возможно с существенными нарушениями геометрии профиля, что осложняет дальнейшее использование изделия.
Поэтому используют профессиональные или сделанные своими руками станки для гнутья профильной трубы — трубогибы.
По принципу взаимодействия с соответствующими изделиями трубогибы подразделяют на:
- Гидравлические рычажные устройства, сгибающие продукцию под заданным углом. В этом случае всё усилие концентрируется посредством рычага в одной точке — месте сгиба.
- Роликовые приспособления (профилегибы), обеспечивающие возможность придать профильной трубе плавные радиусы изгиба. При применении этого инструмента происходит развальцовка (раскатка) изделия посредством роликов.

По назначению трубогибы бывают:
Вальцы промышленного производства
Промышленность выпускает станки для самостоятельного вальцевания профильной трубы для нужд частного строительства. Стоимость таких устройств начинается от 25 тысяч рублей.
Это переносные, компактные станки:
- с ручным приводом;
- электрические аппараты.
Стандартно вальцы для домашнего использования состоят из:
- Трех закаленных металлических валиков. Два нижних являются подающими. Верхний, прижимной валик, давит на трубу, деформируя ее.
- Прижимного устройства на резьбе.
- Устойчивой станины.
- Крепкого металлического корпуса.
- Рукоятки для приведения в действие цепной передачи.
Ручной станок просто оборудовать электроприводом. У некоторых промышленных вальцов такая модификация предусмотрена производителем. По желанию потребителя электропривод устанавливается при покупке.
Однако приобретать для домашнего использования промышленный станок является роскошью для большинства потребителей. Изготовить самостоятельно такое устройство возможно, при условии владения некоторыми навыками и наличием составляющих частей.








