Метрическая резьба и дюймовая — разница
Содержание:
- Таблица размеров
- Особенности
- Коническая и цилиндрическая резьба
- Технология нарезания
- Классы точности и правила маркировки
- Особенности
- Оборудование для нарезания
- Отличия от метрической резьбы
- Маркировка
- Способы нарезки
- Параметры классификации трубной резьбы
- Таблица дюймовых резьб. Классификация
- Изготовление резьбы
- Размеры дюймовой резьбы
- Нарезание
Таблица размеров
Табличный регламент ГОСТ 6111-52 устанавливает размер и другие характеристики нарезки. В следующей таблице представлены значения этого ГОСТа для дюймовой конической резьбы с углом профиля 60°:
| Размер резьбы, дюйм | Внешний диаметр, мм. | Средний диаметр, мм. | Внутренний диаметр, мм. | Число ниток на 1 дюйм | Шаг, мм. | Высота профиля, мм. |
| 3/16 | 4,67 | 4,14 | 3,11 | 24 | 1,25 | 0,78 |
| 1/4 | 6,24 | 5,43 | 4,84 | 20 | 1,33 | 0,92 |
| 5/16 | 8,72 | 7,58 | 6,27 | 18 | 1,58 | 1,01 |
| 3/8 | 9,81 | 8,93 | 7,51 | 16 | 1,64 | 1,23 |
| 7/16 | 11,53 | 10,21 | 8,84 | 14 | 1,95 | 1,34 |
| 1/2 | 12,36 | 11,16 | 10,49 | 12 | 2,24 | 1,46 |
| 9/16 | 14,45 | 13,57 | 11,636 | 11 | 2,24 | 1,46 |
| 5/8 | 15,54 | 14,72 | 13,31 | 10 | 2,43 | 1,53 |
| 3/4 | 19,26 | 17,43 | 15,83 | 9 | 2,61 | 1,75 |
Несмотря на то, что сейчас дюймовая конусная резьба не пользуется широкой популярностью среди рядовых производителей, она применяется в производстве комплектующих для разнообразной электротехники.
Этот вид имеет множество преимуществ, по сравнению с метрической резьбой. Он располагает прочностью и лёгкостью конструкции. И в будущем его потенциал будет раскрыт во многих отраслях, особенно в сфере по изготовлению пластиковых и металлических соединительных механизмов.
Особенности
Таблицу трубной резьбы используют в своей работе специалисты, выполняющие работы, связанные с сантехникой. Подобный тип нарезки делится на несколько видов.
Другое название – нарезка Витворда. Этот вид трубной резьбы применяется для создания цилиндрических соединений. Его характеристики таковы:
- диаметр измеряется в дюймах (резьбовый профиль треугольный, угол наверху составляет пятьдесят пять градусов);
- максимальный радиус трубного изделия – три дюйма.
Чтобы объединять трубные изделия большего радиуса, требуется выполнять сварные работы.
Коническая
Подобные трубные резьбы используются в конических соединениях. Кроме того, с их помощью стыкуют внутреннюю цилиндрическую и внешнюю коническую нарезку. Уплотнителем выступает сама резьба. Для объединения требуется применять герметизирующее средство.
Трубная резьба конического вида имеет такие параметры:
- диаметр замеряется в дюймах;
- буквы в наименовании показывают расположение (R – снаружи, Rc – внутри, LH – слева).
Круглая
Круглая трубная резьба используется, чтобы обустраивать разъемные соединения. Ее конструкция обеспечивает продолжительный эксплуатационный период и большую стойкость к серьезным нагрузкам. Подобная резьба трубная применяется в таких компонентах:
- смесительных;
- крановых;
- вентильных;
- шпиндельных.
Этот вид нарезки возможно использовать в условиях повышенной загрязненности.
NPSM
Расшифровка NPSM – «national pipe thread». Данный вид причисляется к дюймовым цилиндрическим (профиль треугольный, угол равен шестидесяти градусам). У такой трубной резьбы диаметр находится в диапазоне от одной шестнадцатой до двадцати четырех дюймов.
Ее не стоит путать с NPT, являющейся конической и применяемой для создания надежных соединений в условиях большой компрессии.
Коническая и цилиндрическая резьба
Сам стержень с нанесенной на него конической резьбой
представляет собой конус. Причем, согласно международным правилам, конусность должна составлять 1 к 16, то есть для каждых 16 единиц измерения (миллиметров или дюймов) с увеличением расстояния от начальной точки, диаметр увеличивается на 1 соответствующую единицу измерения. Получается, что ось, вокруг которой нанесена резьба и условная прямая, проведенная от начала резьбы до ее окончания по кратчайшему пути — не параллельны, а находятся друг ко другу под определенным углом. Если объяснять еще проще, то если бы у нас длина резьбового соединения составляла 16 сантиметров, а диаметр стержня в его начальной точке составлял бы 4 сантиметра, то в точке, где резьба заканчивается, диаметр ее составил бы уже 5 сантиметров.
Стержень с цилиндрической резьбой
представляет из себя цилиндр, соответственно, конусность отсутствует.
Технология нарезания
Резьбу UNC создают путем снятия части материала с поверхностей цилиндрических и конических заготовок. Это осуществляют на станках. В зависимости от типа применяют метчики и плашки (для внутреннего и наружного соответственно).
Хвостовик служит для монтажа в воротке или патроне станка. Рабочая часть подразделена на заборную и калибрующую. Первая осуществляет нарезание, вторая служит для калибровки. Режущие кромки сформированы продольными канавками, которые к тому же обеспечивают выход стружки. Ограниченные канавками режущие части называют режущими перьями.
На станках чаще всего применяют машинные варианты, однако для твердых и вязких материалов требуются специфические комплекты метчиков, включающие два либо три инструмента. Они отличаются по чистоте обработки и выполняют различный объем работ. Так, для комплекта из двух метчиков используется пропорция 75/25%, из трех – 60/30/10%. Конструктивно метчики одного набора отличаются длиной заборной части, которая наибольшая у чернового варианта. Для заготовок с поверхностью, прерванной канавкой либо пазом, применяют инструменты с числом канавок, не кратным количеству пазов, и с винтовыми канавками. Вторые также подходят для отверстий длиной от двух диаметров. При этом необходимо соответствие направления винтовой канавки нарезаемой резьбе. Специфические варианты представлены бесканавочными метчиками. Они рассчитаны на создание коротких сквозных резьб. Такие инструменты отличаются большей прочностью и лучшим качеством работ. Еще одна специфическая версия метчиков – с зубьями в шахматном порядке, рассчитанная на короткие сквозные резьбы на вязких материалах. Они сокращают трение, улучшают подвод смазочно-охлаждающей жидкости и стружкообразование. Метчики устанавливают аналогично плашкам либо в патроны для них. Скорость работ составляет 5-12 для стали и 6-22 м/с для прочих материалов. При нарезании требуется охлаждение маслом либо эмульсией.
Ввиду различной конфигурации на станках их монтируют в разные держатели. Так, для лерок применяются леркодержатели, представленные воротками в виде рамок с 2 рукоятками. Плашка находится внутри и фиксируется тремя винтами, входящими в углубления на ее боках. Клуппы для раздвижных вариантов выполнены в виде косых рамок с 2 рукоятками. Полуплашки размещают в отверстии, регулируя размер нажимным винтом.
Перед нарезанием резьбы поверхность заготовки обрабатывают. Для наружного соединения требуется обеспечить меньший ее диаметр по отношению к внешнему диаметру резьбы. Данная разница составляет примерно 0,1-0,3 мм в зависимости от размера соединения. На торце снимают фаску, соответствующую высоте профиля, для формирования захода. Плашку монтируют с держателем в гнезде головки либо пиноли задней бабки. Скорость работ определяется типом материала. Так, для стальных заготовок она равна 3-4, для чугунных – 2-3, для латунных – 10-15 м/мин.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Особенности
Особенность этой резьбы определяется на основании следующих параметров:
- геометрические параметры;
- размер (количество витков на дюйм);
- направление нарезки;
- требуемый диаметр сверла;
- класс точности;
- область применения.
Все виды резьбы UNF относятся к категории мелкой. Её можно рассматривать как метрическую 60 градусов. Отличительной особенностью является единица измерения – это дюйм. Поэтому она называется дюймовая резьба или американская. Каждая мелкая резьба имеет свои отличительные размеры. Её аналогом является английская резьба BSW размеры, которой располагают в специальных таблицах
Специфические особенности можно разобрать по маркировке. Она состоит из следующих элементов:
- на первом месте расположена аббревиатура UNF (в дословном переводе означает «Унифицированная группа мелких резьб»);
- далее идёт указание размеров в дюймах;
- завершает маркировку значение шага.
Более подробно все параметры и особенности приводятся в специальных таблицах с указанием назначения и правил применения крепёжных деталей в американских соединениях.
Оборудование для нарезания
Для нарезания в зависимости от выбранной технологии используется следующее оборудование:
- Токарно-винторезные станки.
- Наборы плашек, метчиков и воротков (выполняется вручную).
- Резьбонакатные станки (для холодной или горячей накатки).
- Фрезерные станки или обрабатывающие центры.
- Шлифовальные станки.
Фрезерный станок
Токарно-винторезный станок
Токарно — винторезные и фрезерные станки, установки горячей накатки применяются только в условиях производств. Для бытовых применений используют наборы плашек и метчиков или устройство КЛУПП, которое не требует смены плашек при последовательных проходах. Режущие гребенки, охватывающие трубу с трех сторон, можно понемногу выдвигать внутрь корпуса, обеспечивая чистовые проход.
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
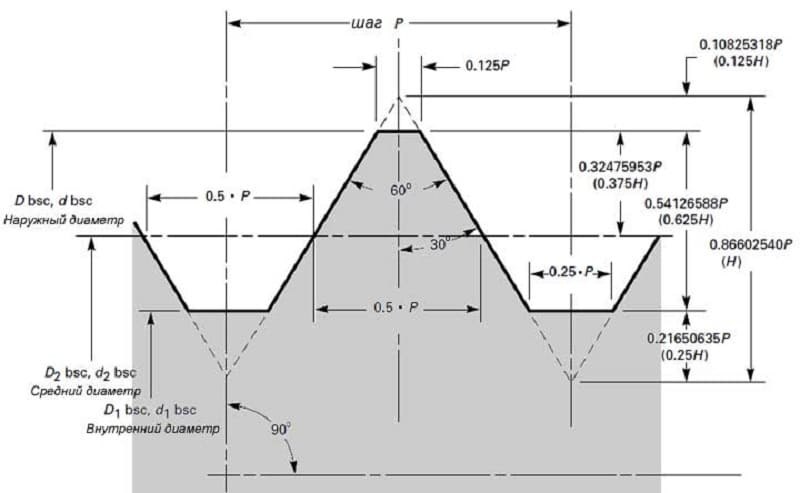
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.
Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.
Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Маркировка
Обозначение рассматриваемой резьбы включает буквенное указание, отражающий тип (UNC), и цифровой индекс, обозначающий диаметр (в дюймах). В некоторых случаях используются дополнительные обозначения. Они могут отражать шаг (через тире) и направление. Для небольших вариантов (менее 1/4’’) применяют особые маркировки. Это обусловлено их затрудненным измерением. Обозначения включают номера (от 0 до 12) и частоту витков (через тире). Для примера можно рассмотреть 1/4” – 20UNСх2 1/2”.
- 1/4 – диаметр (в данном случае наружное значение равно 6,35 мм, внутреннее – 5,35 мм).
- 20 – частота витков.
- UNC – тип.
- 2 1/2’’ – длина болта.
Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
- Ручная нарезка. При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
- Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы. Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).
Параметры классификации трубной резьбы
Классификацию резьбовых соединений производят по разным параметрам. По способу нарезки можно сгруппировать на следующие виды:
- Тип поверхности расположения канавок – в виде цилиндра (цилиндрическая) или конуса (коническая).
- Расположение на изделии. Нарезают по наружной или внутренней поверхности.
- Число заходов спиральных углублений. Могут быть однозаходные и многозаходные.
- Профиль накатки. Это может быть прямоугольник, треугольник или трапеция. Чаще всего используется треугольный профиль, как самый прочный универсального назначения.
- Направление витков. Может быть прямоугольной или левосторонней.
- Единица измерения диаметров. Резьбовые соединения измеряются в метрической или дюймовой системе.
- Назначение. Могут быть крепежными, ходовыми, крепежно-уплотнительными и упорными.
Трубные резьбы, используемые при монтаже систем водоснабжения, отопительной сети и канализации, подразделяются на следующие виды:
- Цилиндрическая.
- Коническая.
- Дюймовая.
Область применение каждого вида профиля уточняется его техническими свойствами и характеристиками.
Коническая
Трубный профиль с нарезом в виде уменьшенного конуса называется конической резьбой.
На чертежах и монтажных схемах обозначается английской буквой G и измеряется в дюймах. Нарезка такого вида применяется для герметичности трубопроводов высокого давления, заполненных жидкостями или газообразными веществами. Коническая накатка обеспечивает прочное монолитное соединение изделий.
В качестве примера можно привести гидропривод тяжелой техники, в котором маслянистая жидкость работает в условиях высокого давления. В этом случае в соединении узлов задействованы профили разного типа. Поэтому конические резьбовые соединения обозначаются показателем в виде дроби, где числитель – это внутренняя резьба, а внешняя – показана в знаменателе.
Круглая метрическая
К сантехнической арматуре предъявляются высокие требования герметичности и разъемности соединений.
Конструктивные особенности круглой метрической резьбы обеспечивают высокую сопротивляемость к внешним и внутренним усилиям, что значительно увеличивает срок службы всего узла.
Профиль по внешнему виду напоминает окружности, с вершинами и впадинами, соединенных под углом 90 градусов.
Круглой резьбой оборудуются следующие элементы:
- Смесители холодной и горячей воды.
- Сантехнические краны.
- Запорные вентили.
- Шпиндели.
Круглые нарезки можно использовать в деталях и элементах, эксплуатируемых в загрязненных средах.
National pipe thread — NPT
С маркировкой стандартами NPT (National pipe thread) сталкиваются при покупке сантехнической арматуры и изделий, произведенных в Америке. Резьба NPT соответствует ГОСТу № 6111.1952 года. Несмотря на свою давность этот стандарт применяется практически во всех странах СНГ. В этом документе содержится описание дюймовой конической резьбы с профилем в 60 градусов.
Порядок измерения диаметров труб по внутренней и наружной окружности Для организации водопровода, отопления или канализации используют трубы разных размеров. Отсутствие маркировки с информацией может стать причиной неправильного выбора фитингов или переходников для…
Резьба по стандарту NPT изготавливается в размерах от 1/16 до 24 дюйма. Следует учесть, что такой маркировкой обозначается пропускное сечение полости трубы, а не привычный измеритель — наружные диаметры подключаемых патрубков или штуцеров.
Таблица основных размеров конической дюймовой резьбы по стандартуNPTи ГОСТу 6111.
| Размер (дюймы) | Промежуточный диаметр (миллиметры) | Длина (миллиметры) | Количество витков |
| 1/2 | 19,78 | 13,5 | 14 |
| 1/16 | 7,142 | 6,5 | 27 |
| 2 | 58,33 | 19 | 11,5 |
| 1/8 | 9,52 | 7 | 27 |
| 3/4 | 25,12 | 14 | 14 |
| 1 1/2 | 46,3 | 18,5 | 11,5 |
| 1/4 | 12,45 | 9,5 | 18 |
Таблица дюймовых резьб. Классификация
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба).
Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран.
При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.** Фунт силы-фут – британский и американский эквивалент Н*м.
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
| 1 или 2 | 6.8 |
| 5 | 8.8 |
| 6 | 10.9 |
Изготовление резьбы
Для получения дюймовой нарезки применяют 2 основных способа:
- Накатка;
- Нарезка.
Накатанные изготавливают с помощью специальных резьбонакатных роликов, профиль которых повторяет контур резьбы. Заготовку устанавливают между роликами, и витки резьбы накатываются в соответствии требуемым размерам.
Резьба, изготовленная данным способом, отличается более высокими механическими характеристиками по причине более плавного распределения волн напряжения между витками. Также накатка обладает высокой производительностью, что позволило ей найти обширное применение в массовом производстве.
Минусом метода накатывания является сложность изготовления роликов. Точность их должна быть на высоком уровне. В противном случае гарантировать требуемые размеры резьбы весьма затруднительно. Второй момент – материал роликов. Он должен обладать повышенными механическими свойствами. Обычно для этого применяют высоколегированные штампованные стали. Все это делает способ накатки весьма затратным с финансовой точки зрения.
Нарезанные резьбы более просты в изготовлении, но по механическим свойствам, особенно по пределу выносливости, заметно уступают накатанным. Связано это с наличием более острых кромок профиля и, соответственно, более высокого значения коэффициента напряжения.
Изделие нарезают двумя способами:
- Вручную.
- Используя токарный станок.
При ручной резке используют метчик (для внутренней р.) и плашку (для наружной). Трубу зажимают. На ее конец одевается и навинчивается один из указанных типов подручного инструмента в зависимости от типа резьбы. Осуществляют резку. Для повышения чистоты и точности данный процесс повторяют.
На токарном станке алгоритм действий достаточно схожий. Только трубы зажимают не в тиски, а в патроне станка. Далее подводится резец, включается резьбовая подача и станок начинает процесс изготовления. Данный способ более эффективный по сравнению с ручной резкой, но требует от токаря определенной квалификации.
Рейтинг: /5 —
голосов
Размеры дюймовой резьбы
Дюймовая резьба обычно обозначается при помощи цифры, над которой установлены два или больше штриха. Такое обозначение даёт специалистам возможность быстро ориентироваться в размерах, например, при составлении технических чертежей деталей, при выполнении заказа для токарей и так далее. Если требуется при изготовлении детали на токарном станке с резьбой в три дюйма, то просто ставится 3″.
Для прочного соединения металлических и других деталей, узлов между собой различного диаметра, применяются и различные дюймовые размеры. При работе с трубами нарезается резьба дюймовая размеры которой определяются условным диаметром просвета. Естественно, наружная резьба трубы будет по размерам больше.
Для классификации размеров разработаны и тиражированы специальные таблицы, применение которых облегчает поиск нужного дюймового размера резьбы при работе с любыми видами цилиндрических и конусных предметов.
Это находит применение при изготовлении фитингов, заглушек и так далее. возьмём конкретный пример. Если взять размер дюймовой резьбы с профильным углом в 55 ° при вершине, то высота профиля теоретически будет высчитываться, по формуле Н=0,960491Р.
Резьбу нарезают на трубах, до 6″. Больше нельзя. Разрешается по ГОСТ далее только сваривать трубы.
Для каждого винтового изделия рассчитывают и применяют размер дюймовой резьбы. Это диктует технология изготовления систем и конструктивных узлов, где необходимы повышенные требования к резьбовому крепежу.
Для этого нужно точно определить глубину нарезки резьбы с учётом толщины материала, а также количество витков, которое могло бы обеспечить прочное соединение деталей и узлов.
Компания имеет возможность сформировать по конкретным заявкам оптовые заказы на изготовление метизов с различной дюймовой резьбой. Для этого необходимо в лучший для заказчика срок оформить заявку и зарегистрировать её в головном офисе предприятия или переслать по интернету. Качественное выполнение заказа гарантировано.
| Диаметр наружный, мм | Шаг резьбы | Резьба | Диаметр внутренний, мм |
| Дюймовая G, R | Метрическая | Дюймовая ORFS,UNF, JIC | ДюймоваяNPTF, NPSM |
| 9,3-9,7 | 28 ниток | 1/8″ | 8,5-8,9 |
| 9,3-9,7 | 29 ниток | 1/8″ | 8,5-8,9 |
| 9,7-9,9 | х 1,5 | M 10×1,5 | 8,2-8,6 |
| 10,9-11,1 | 20 ниток | 7/16″-20 | 9,7-10,0 |
| 11,6-11,9 | х 1,5 | M 12×1,5 | 10,2-10,6 |
| 12,4-12,7 | 20 ниток |
Нарезание
Если нарезание осуществляется ручным методом, а не посредством станочного устройства, это может вызвать определенные сложности, в особенности тогда, когда наружный диаметр резьбы превышает 1 дюйм.
Лучше всего использовать особое устройство для создания резьбового соединения. Называется оно «клупп». Клупп заключает в себе корпус с парой рукоятей. В нем размещаются передвижные гребни, которые можно регулировать. Посредством гребенок выполняется постепенное углубление клуппа.
Кроме того, возможно применять сменяемые гребни с полным/неполным резьбовым профилем. Они стоят не слишком дешево, потому купить их может не каждый. Можно воспользоваться обычной плашкой, посредством которой создается нарезка.
При кручении держателя плашки по часовой стрелке выполняется его навинчивание на нарезку, которая имеется на втулочном элементе. Втулка фиксируется на трубном изделии при помощи 3 болтовых элементов. У данного приспособления есть бесспорный плюс: не нужно делать упор в трубное изделие в начале нарезания.
Ручное создание нарезки проходит так:
- трубное изделие закрепляется в тисках, метчик устанавливается в вороток, плашка – в держатель;
- плашку устанавливают на трубное изделие, а метчик – внутрь него. Затем, прокручивая рукоятки воротка либо держателя, выполняют ввинчивание/навинчивание метчика/плашки в/на трубное изделие;
- если необходимо, процедуру повторяют не один раз до тех пор, пока в трубном изделии не будет прорезано углубление, которое равно высоте резьбового профиля.
Конечно, создание нарезки снаружи и внутри проходит не параллельно, а поочередно.
Нарезание посредством станочного устройства осуществляется таким образом:
- трубное изделие закрепляют в патроне токарного устройства. В суппортном элементе должен быть установлен резец, соответствующий диаметру резьбы в дюймах;
- устройство запускают, в трубном изделии создают фаску;
- после нарезания фаски выполняют подвод инструмента к наружной/внутренней части трубы, запускают подачу резьбы. Перед этим настраивают быстроту передвижения суппортного элемента.
Безусловно, и плашку, и метчик возможно применять на станочном устройстве, закрепляя их в передней/задней бабке. Однако стоит учесть тот факт, что параметры дюймовой резьбы, созданной резцовым инструментом, будут более точными.








